(4)This line contain |
Coil conveyor car |
The coil conveyor car is used for make the steel coil from loading position to uncoiler.at the same time loft oil cylinder,so that the steel coil inner hole is accurately set on the cone of uncoiler, after the uncoiler tension, push back to the original position. |
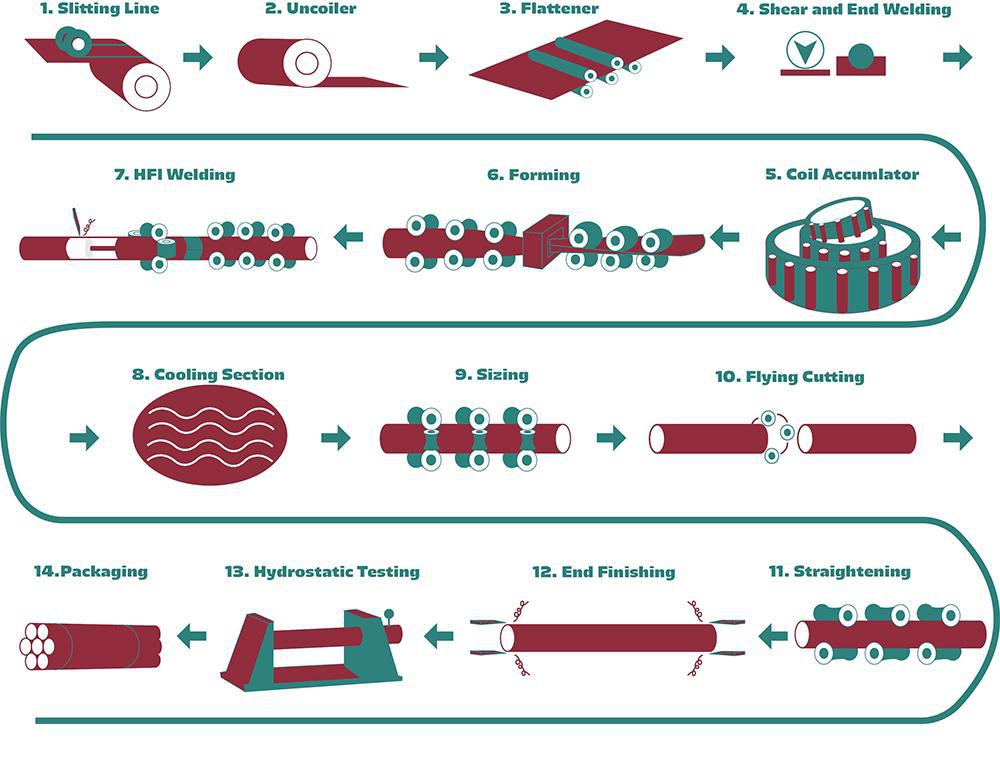
Uncoiler |
Expansion and cantilever mandrels.
Contains two main parts: main body and the fixed base.
Equipped with pneumatic system to satisfy the needs of expanding, contracting and braking of the mandrels.
Mandrel consists of four-bar linkages that could move radially at the same time.
The four-bar linkages in two groups are fitted on two shafts respectively. Powered by air cylinder, they expand and contract radially.
|
Straight head machine |
This machine is used to open the coil head and smoothly introduce the next device to a smooth machine. The pressure roller on the head is mainly used to press the head of the roll to prevent the scatter roll from scattering, and the shovel is shovel smoothly. The pressure roller rotates under the motor. For the opening machine, it is a help roller. There is a straight head roller, which is mainly the curved pressure of the head of the steel, cooperate with the shovel header, and make it forward along the shovel. The guide roller leads the material into the next process. |
Pinch leveling machine |
The pinching machine is divided into three parts: clamping materials, the flat house roller, and the flattering machine transmission. The five -roller smoothing can change the passing steel through the up and down adjustment of the five rollers to a straight state, and the transmission part of the ingening machine provides motivation for the pinhris roller and the flat roller. |
Automatic shear and welder |
It is used to cut the irregular ends of the strips and then connect the strips by welding. So it can let the line runing without stop when the before coil finish |
Accumulator |
This machine is between shear welder and host (forming sizing mill) ,use for after a roll of strip steel are used up, before the next roll strip since prepared from uncoiling, shearing and butt welding time to ensure that the host (forming sizing mill) continuous production and store enough strip steel. |
Forming and sizing mill |
Forming & Sizing Mill adopts roller type forming principle and high-frequency induction welding. The strip is fed into the forming machine by the feeding device in the mill and the forming roller continuously rotate and press the strip into the required shape. Due to the skin and the kindred effect, the high-frequency current is concentrated on the weld joint that is heated rapidly and reaches the welding temperature. The tube seam is welded under the pressure of squeeze rollers. The finished welded tube with required size can obtained after the cooling, sizing and primary straightening. |
Cutting saw |
It is used to precisely cut the pipe to length automatically under the condition that the pipe continuously delivered from the mill at high speed. |
600kw Hifrequency Welder |
Weld the seam |
Runout Transit table |
Transit the finished pipe to the collection table |
1000kw Medium frequency annealing machine |
After high temperature heating, natural cooling makes the weld material more excellent |
Straightening machine |
Straight the pipe |
End facer machine |
Composed of left and right machine heads, stepper mechanisms, and alignment roller tracks. Hydraulic clamping, servo motor feed, can achieve automatic control. |
Hydrostatic tester |
Structural form: including 1 set of base assembly, 1 set of positioning and clamping device, 1 set of tension beam assembly, 1 set of fixed test head, 1 set of mobile test head, 2 sets of receiving and sending pipe devices, and 1 set of positioning bracket. |
Ultrasonic testing machine |
Testing the quality of weld seams |
Eddy current inspection system |
Check the quality of the pipes |