












مقدمة
خط إنتاج نصف أوتوماتيكي لـ (بورلين)
يمكن للماكينة شبه الأوتوماتيكية لقلادين C/Z إنتاج قلادين C/Z بمواصفات مختلفة باستخدام نفس المجموعة من المعدات من خلال ضبط بسيط وسلس شبه أوتوماتيكي، ولا حاجة لتغيير أسطوانات التشكيل عند تغيير المواصفات. يعتمد عملية الإنتاج طريقة التحكم الأوتوماتيكي، والتي يمكنها أن تثقب، تقطع وتشكل تلقائيًا بناءً على المعلمات المدخلة مثل طول القلادة، مسافة الثقوب الطولية وكميتها.
يتألف قلادة C/Z من دليل، جهاز تسوية، آلة تشكيل باللف مع تغيير سريع للنموذج، جهازان تشغيل هيدروليكيان، تعديل هيدروليكي بدون تدرج وجهاز القطع، نظام تحكم كهربائي، نظام هيدروليكي وما إلى ذلك.
يعتمد الدفع الرئيسي لخط التشكيل بأكمله على محرك تروس مع تحكم بتردد متغير، وتحكم السرعة والطول الثابت والتحكم في التموضع دقيق وموثوق.
تتميز الآلة بشكلها الجميل وكفاءة الإنتاج العالية (تصل سرعة التشكيل إلى 20 م/دقيقة).
المعلمات الفنية
1. حجم منتج C/Z/:
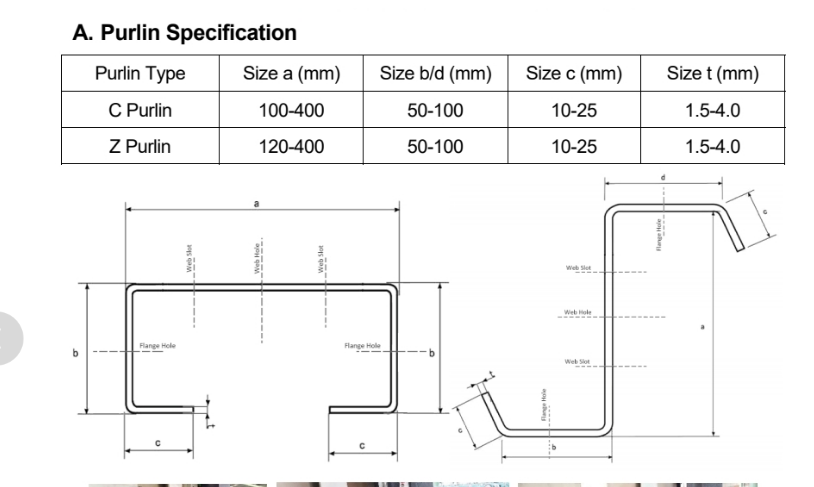
2. سمك المعالجة: 2~4مم
3. نطاق التعديل الأفقي لمسافة ثقب الضرب: 45~650مم
4. أعلى سرعة تشكيل للقلادة: 20م/دقيقة
5. شكل التركيب: يعتمد شكل القوس 125+140
6. شكل طاولة الأسطوانة: طاولة أسطوانة مقسمة على الجانبين، القيادة عن طريق إدراج العمود الرئيسي
7. مادة الأسطوانة: فولاذ الدعم، يتم الانتهاء بعد التصلب
8. مادة محور الدوران: فولاذ عالي الجودة من نوع 45 مشبع ومُعالَج حراريًا
9. قطر المحور الرئيسي: 105 مم (قطر المحور للالجزء المدرج هو 75 مم)، التصميم النهائي هو السائد
10. قوة المحرك الرئيسي: 30 كيلوواط
11. القوة الإجمالية للمحرك لضبط عرض الجهاز: 2X0.75KW+1X1.5KW=3KW
12. شكل القيادة: صندوق تروس Z230
13. عدد قنوات التشكيل: 18 قناة
14. الطعن، القطع: تشغيل هيدروليكي، الطعن بعد التشكيل، القطع بعد التشكيل
15. قوة محرك المحطة الهيدروليكية: 11 كيلوواط، مع خزان تخزين طاقة
16. مادة القالب والمقص: معالجة تسخين من نوع Cr12
17. نظام التحكم الكهربائي: يتم استخدام جهاز كمبيوتر صناعي PLC مع تحكم بالتردد لتشغيل الجهاز بالكامل
المزيد من المنتجات
-

طاحونة أنابيب للتشكيل المباشر (200x200ملم)
-

HG426 (الأنبوب O.D. 165-426mm)
-

مصنع الأنابيب المباشر (500x500mm)
-

HG165 (أنبوب O.D. 60-165mm)