











Giriş
Qısa təsvir
HG50x2.0: yüksək sıxlıqda suvluq edilən boru istehsalat xəttində Φ16mm-Φ50.8mm diametrində, 0.8-2.0 mm kənclikdə suvluq edilmiş çərçivəli boru, 12x12-40x40mm ölçülü kvadrat boru və 30x50mm ölçülü dördbucaqlı boru istehsal olunur, kənclik 0.8-2.0mm. Dünya genisinin ən yaxşı boru istehsal texnologiyasını özümüzdə birləşdirib, inkişaf etdirilən bu istehsalat xətti və onun hər bir elementi ekonomik və praktikdir.
Məhsul Parametrləri
(1) Xammal | |
Material Keyfiyyəti | Q195、Q235B、Q355B、Qalvanlaşdırılmış polad、MS、CR、HR |
Mexaniki Xüsusiyyətlər | σb≤500Mpa,σs≤325MPa |
Şerit genişliyi | 45-160mm |
Şerit qalınlığı | 0.5-1.5mm |
Qat ID | Φ508-610mm |
Cüzdanın OD | Φ1200mm-2100mm |
Qat ağırlığı | 2T |
(2) Bitmiş məhsulun ölçüsü və məqsədi | |
Boru ölçüsü | Dönük boru: 16-φ 50.8mm T: 0.8-2.0 mm Kvadrat boru: 12x12-40x40 mm T: 0.8-2.0 mm |
Uzunluq | 4-6 m |
Tətbiq | Struktur |
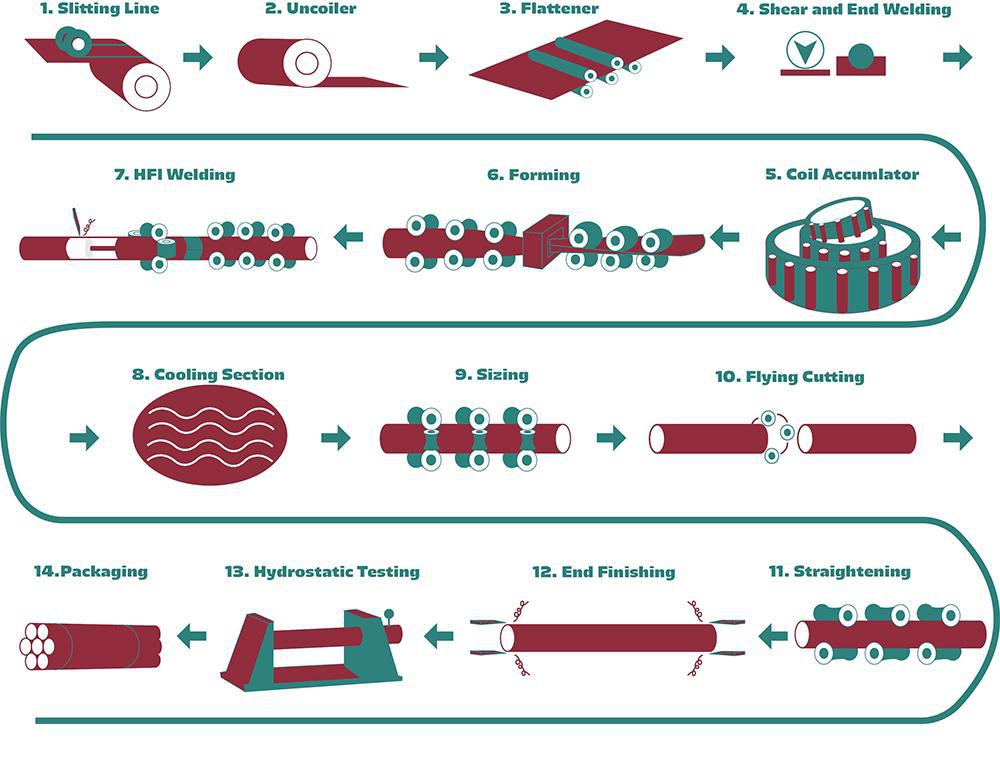
(3) Paylanma iş prosesi istehsal xəttinin | |
| |
(4) th dir Xətti ehtiva edir | |
Çarpayıcı | Genişləmə və cantilever mandrels. İki əsas hissədən ibarətdir: əsas bədən və sabit baza. Mandrellərin genişlənməsi, daralması və əyləc edilməsi ehtiyaclarını ödəmək üçün pnevmatik sistemlə təchiz edilmişdir. Mandrel eyni zamanda radial hərəkət edə biləcək dörd barlı əlaqələrdən ibarətdir. İki qrupda dörd çubuqlu əlaqə müvafiq olaraq iki şaftda quraşdırılır. Hava silindri ilə işləyən bu sistemlər radial şəkildə genişlənir və daralır. |
Avtomatik kəsmə və qaynaqlayıcı | Şeritlərin qeyri-qanuni uclarını kəsmək və sonra şeritləri qaynaqla birləşdirmək üçün istifadə olunur. Beləliklə, bu xəttin, əvvəlki sarmal bitdikdə dayanmadan işləməsinə imkan verir. |
Spiral akkumulyator | Bu maşın, bir rul çənələk poladdan istifadə edildikdən sonra, növbəti rul çənələkdən əvvəl hazırlanmadan əvvəl, yuvarlama, kəsmə və qovurma vaxtından sonra istifadə olunur. |
Şəkil və ölçülər milli: | Forming & Sizing Mill, rulon növü formalaşdırma prinsipi və yüksək tezlikdə induksiya qaynaqlanmasını qəbul edir. Şerit, istehsalçının qidalandırma cihazı ilə formalaşdırma maşınına daxil edilir və formalaşdırma rulonu davamlı olaraq fırlanır və şeritə tələb olunan forma basır. Dəri və əlaqəli təsir səbəbindən yüksək tezlikdəki cərəyan sürətlə qızdırılan və qaynaq istiliyinə çatmış qaynaq birləşməsinə cəmləşir. Tüp dikişləri sıxılma rulları altında qaynaqlanır. İstədiyiniz ölçülü hazır qaynaqlı boru soyutma, ölçmə və ilkin düzəldmədən sonra əldə edilə bilər. |
Qırma testerisi | Çənənin yüksək sürətlə fabrikdən davamlı olaraq çatdırılması şərti ilə boruları avtomatik olaraq uzunluğa dəqiq kəsmək üçün istifadə olunur. |
200 kw Hifrequency Welder | Dikiş qaynadın |
Çıxış Transit cədvəli | Toplama masasına hazır boru keçid |
Daha çox məhsul
-

Birbaşa formalaşdırma boru fabrikləri (500x500mm)
-

HG165 (Tub O.D. 60-165mm)
-

Birbaşa formalaşdırma boru fabrikləri (200x200mm)
-

HG426 (Tub O.D. 165-426mm)