











Въведение
Кратко описание
HG50x2.0: Линията за производство на тръби с висока честота се използва за производство на заварени стоманени тръби с диаметър Φ16mm-Φ50.8mm, дебелина 0.8-2.0 mm, квадратни тръби 12x12-40x40 и правоъгълни тръби 30x50mm, дебелина 0.8-2.0mm. След като усвоихме напреднала технология за производство на тръби от цял свят, нашата иновативно проектирана производствена линия и всяка отделна единица от производствената линия не само че е икономична, но и практична.
Параметри на продукта
(1) Суровина | |
Качество на материала | Q195、Q235B、Q355B、Галванизирана стомана、MS、CR、HR |
Механични свойства | Св ≤ 500Mpa,σs ≤ 325MPa |
Ширина на лентата | 45-160mm |
Дебелина на лентата | 0.5-1.5mm |
ID на спиралата | Φ508-610 mm |
Свързваща OD | Φ1200mm-2100mm |
Тегло на спиралата | 2t |
(2) Размер и предназначение на готовия продукт | |
Размер на тръбата | Кръгла тръба: 16-φ 50.8мм Т: 0.8-2.0 мм Квадратна тръба: 12x12-40x40 мм Т: 0.8-2.0 мм |
Дължина | 4-6 м |
Прилагане | Структура |
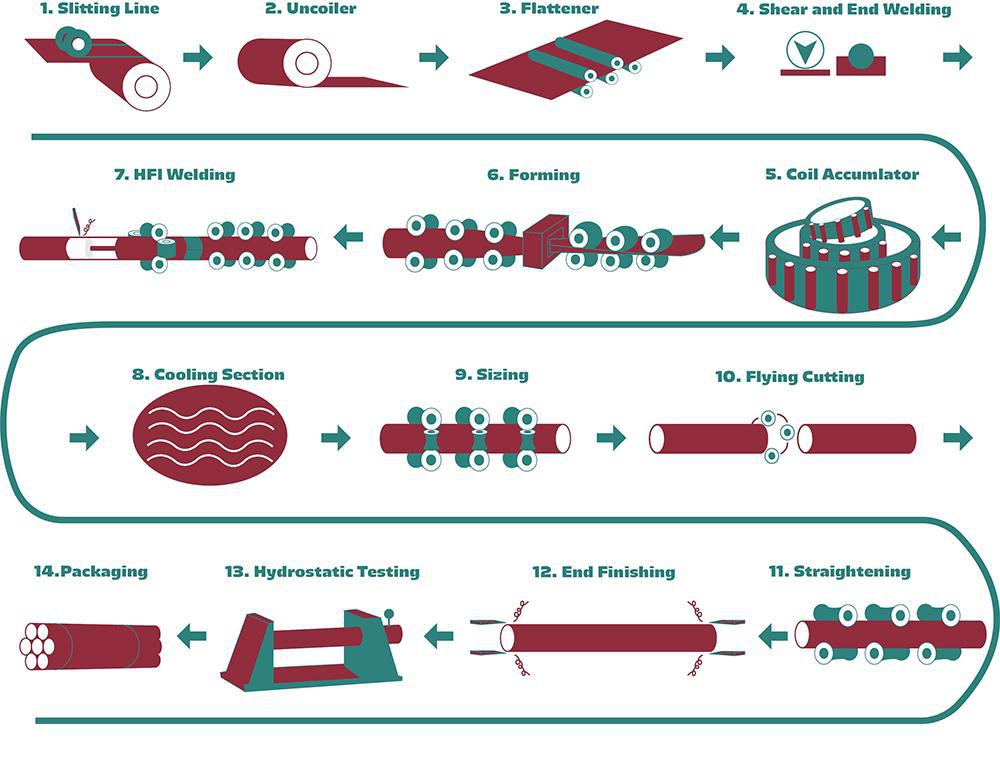
(3) The работен процес от производствената линия | |
| |
(4) - Да. е Линия съдържат | |
Сглобяващи | Разширяване и катилеверни мандри. Съдържа две основни части: основното тяло и фиксираната база. Оборудван с пневматична система, която да задоволява нуждите от разширяване, свиване и спиране на ръбовете. Мандралът се състои от четири пръта, които могат да се движат радиално едновременно. Двете групи от четиристъркащи връзки са монтирани на два вала съответно. Движени от въздушен цилиндър, те се разширяват и свиват радиално. |
Автоматични шьоповни и заваръчни машини | Използва се за рязане на неправилните краища на лентите и след това за свързване на лентите чрез заваряване. Така че може да остави линията да работи без спиране, когато завърши предишното намотка. |
Спирален акумулатор | Тази машина е между сварчик с пречистване и домакин (пречиствателна мелница), използвана след като се изчерпи една ролка лента стомана, преди следващата лента да се изработи от развръзката, пречистването и временно заваряване с конци, за да се гарантира, че домакин |
Сглобяване на метали | Формирането и размерите на мелницата приемат принцип на формиране на ролчеви тип и високочестотна индукционна заваряване. Стъкалото се подава в машината за формоване чрез устройството за подаване в мелницата и ролът за формоване непрекъснато се върти и притиска лентата в необходимата форма. Поради кожата и свързания ефект, високочестотният ток се концентрира върху заваръчната сплитка, която се нагрява бързо и достига температурата на заваряване. Продължителността на съединението на тръбите е около 0,05 m/s. След охлаждане, размериране и първично изпрягване може да се получи готова заварени тръба с необходимия размер. |
Сглобяеми триони | Използва се за прецизно рязане на тръбата на дължина автоматично при условие, че тръбата се доставя непрекъснато от мелницата с висока скорост. |
200 кВт Високочестотна сварлива машина | Заваряване на шева |
Изтичане Таблица за транзит | Транзитиране на готовата тръба до масата за събиране |
Още продукти
-

Сглобяеми от необработени материали
-

HG165 (пропускни способности на тръбите 60-165 mm)
-

С изключение на тези от No 8303
-

HG426 (пропускна способност на тръбата 165-426 mm)