











Въведение
Кратко описание
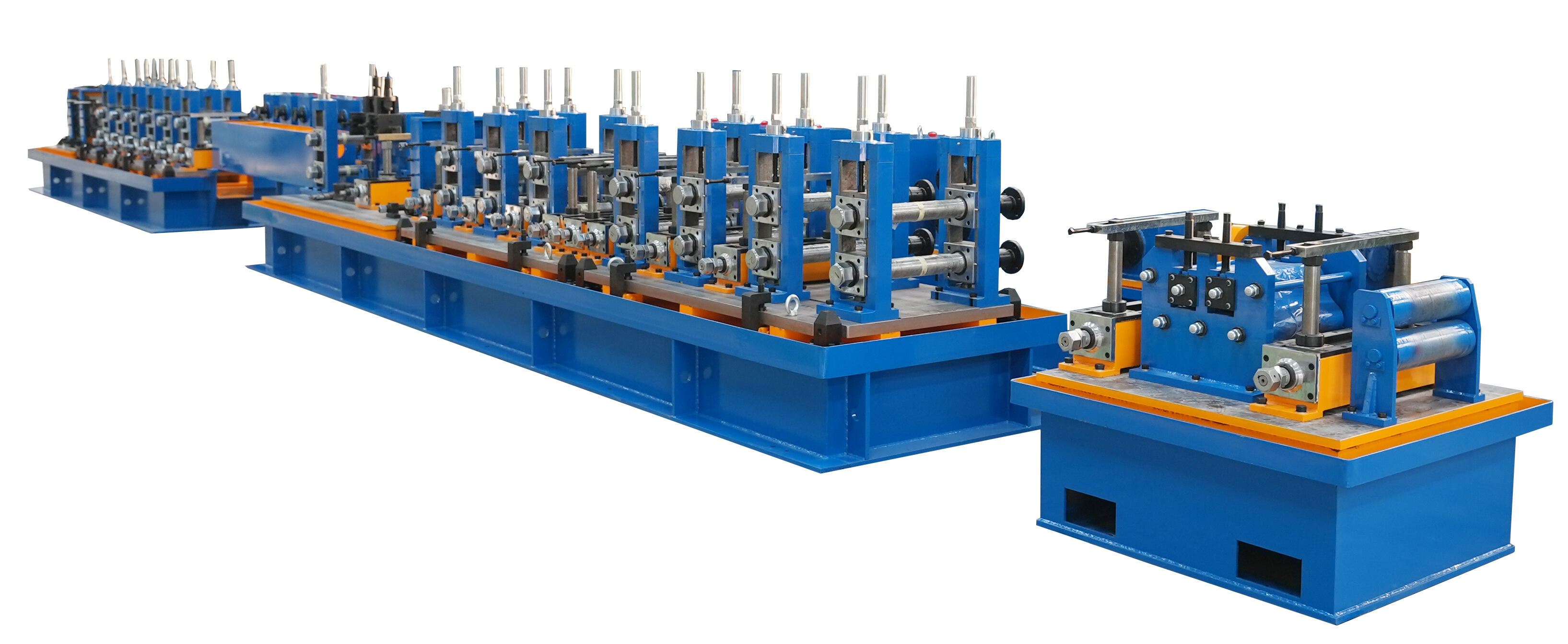
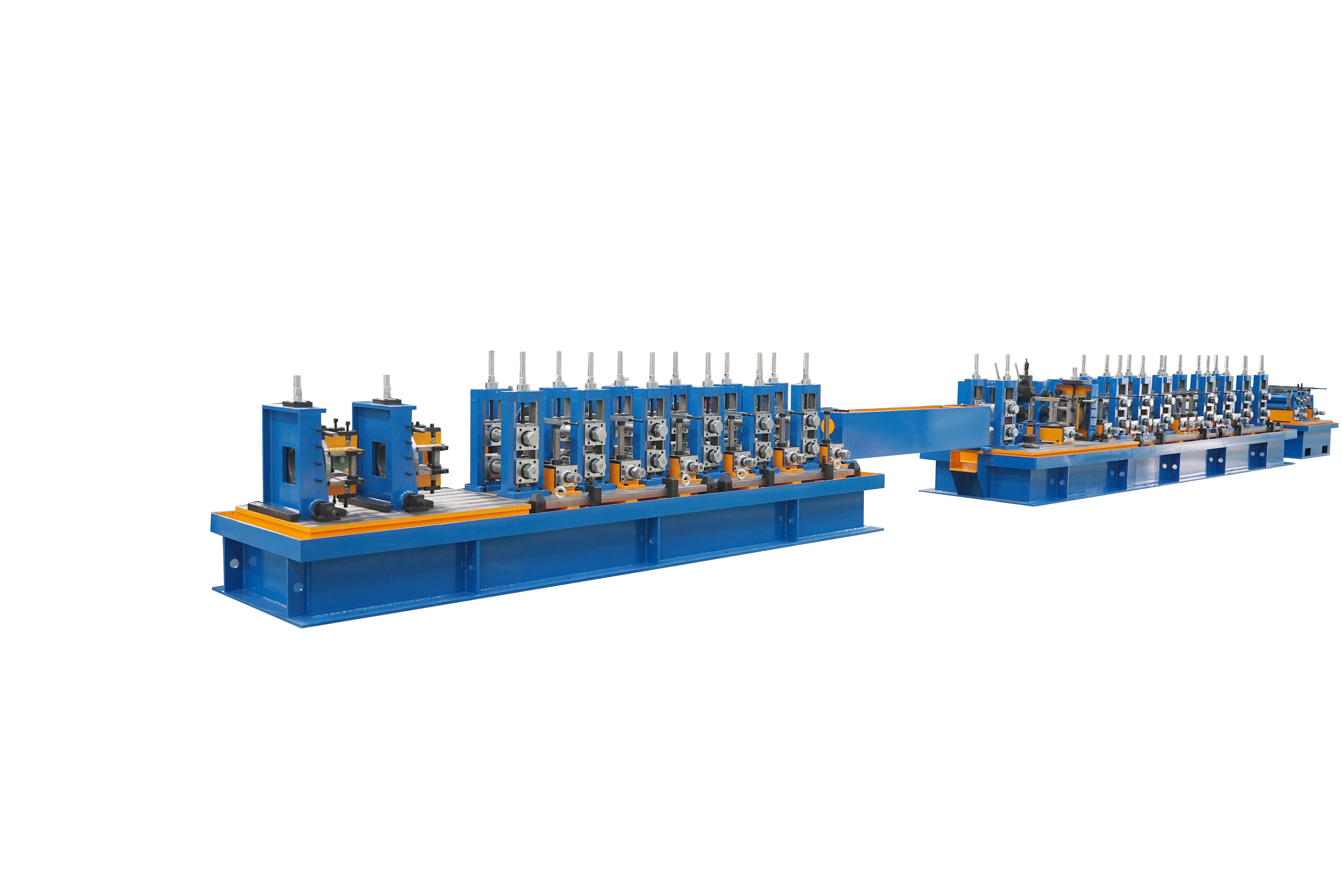
HG76x3.0: Линия за производство на високочестотни сварени тръби се използва за fabric на сварени стоманени тръби с диаметър Φ12.7mm-Φ76mm, толщина 1.5-3.0 mm, квадратна тръбa 10x10-60x60mm, толщина 1.5-2.5mm. След като сме усвоили напреднали технологии за производство на тръби от цял свят, нашата иновативно проектирана линия и всеки отделен елемент на линията не само е икономичен, но и praktичен.
Параметри на продукта
(1) Суровина | |
Качество на материала | Q195、Q235B、Q355B、Галванизирана стомана、MS、CR、HR |
Механични свойства | Св ≤ 500Mpa,σs ≤ 325MPa |
Ширина на лентата | 40-240мм |
Дебелина на лентата | 1.5-3.0мм |
ID на спиралата | Φ508-610 mm |
Свързваща OD | Φ1200mm-2100mm |
Тегло на спиралата | 2.5т |
(2) Размер и предназначение на готовия продукт | |
Размер на тръбата | Кръгла тръба: φ 12.7-φ 76мм Т: 1.5-3.0 мм Квадратна тръба: 10x10-60x60 мм Т: 1.5-2.5 мм |
Дължина | 4-6 м |
Прилагане | Структура |
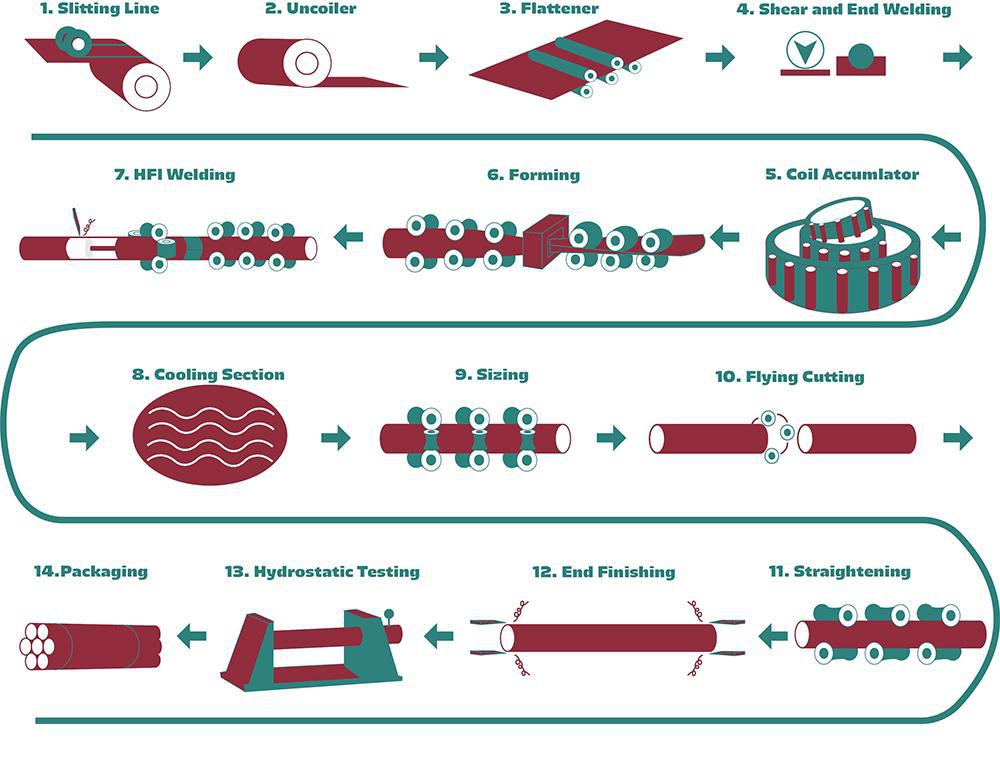
(3) The работен процес от производствената линия | |
| |
(4) - Да. е Линия съдържат | |
Сглобяващи | Разширяване и катилеверни мандри. Съдържа две основни части: основното тяло и фиксираната база. Оборудван с пневматична система, която да задоволява нуждите от разширяване, свиване и спиране на ръбовете. Мандралът се състои от четири пръта, които могат да се движат радиално едновременно. Четирирамните връвни mechanismи в две групи са монтирани съответно на две вала. Приводени от пневматичен цилиндър, те се разтягат и съкращават радиално. |
Автоматични шьоповни и заваръчни машини | Използва се за рязане на неправилните краища на лентите и след това за свързване на лентите чрез заваряване. Така че може да остави линията да работи без спиране, когато преди завършване на намотка |
Спирален акумулатор | Тази машина е между сварчик с пречистване и домакин (пречиствателна мелница), използвана след като се изчерпи една ролка лента стомана, преди следващата лента да се изработи от развръзката, пречистването и временно заваряване с конци, за да се гарантира, че домакин |
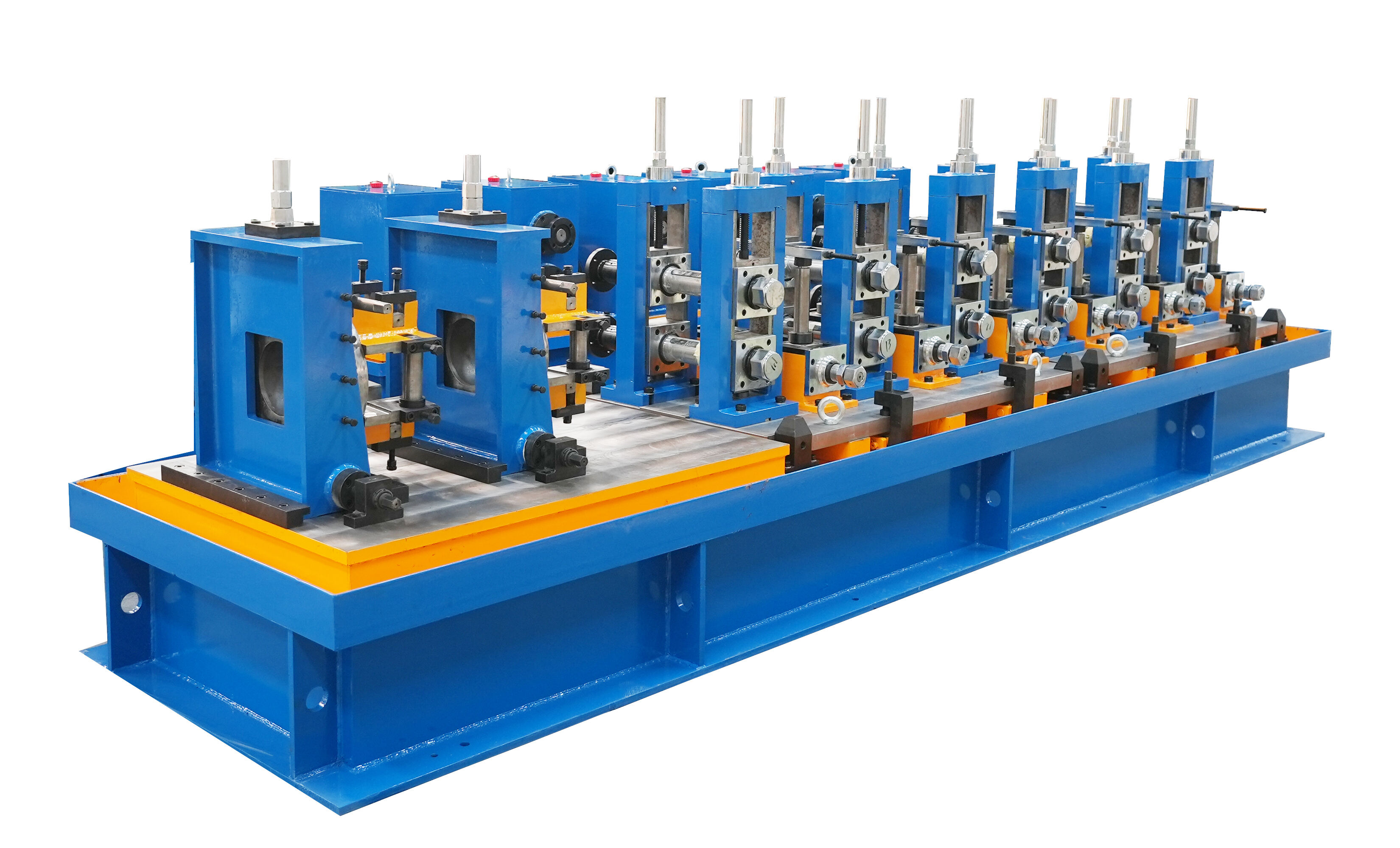
Модели за формиране и размериране | Формирането и размерите на мелницата приемат принцип на формиране на ролчеви тип и високочестотна индукционна заваряване. Стъкалото се подава в машината за формоване чрез устройството за подаване в мелницата и ролът за формоване непрекъснато се върти и притиска лентата в необходимата форма. Поради кожата и свързания ефект, високочестотният ток се концентрира върху заваръчната сплитка, която се нагрява бързо и достига температурата на заваряване. Продължителността на съединението на тръбите е около 0,05 m/s. След охлаждане, размериране и първично изпрягване може да се получи готова заварени тръба с необходимия размер. |
Сглобяеми триони | Използва се за прецизно рязане на тръбата на дължина автоматично при условие, че тръбата се доставя непрекъснато от мелницата с висока скорост. |
250 кВт високочестотен сварник | Заваряване на шева |
Изтичане Таблица за транзит | Транзитиране на готовата тръба до масата за събиране |
Още продукти
-

HG165 (пропускни способности на тръбите 60-165 mm)
-

Сглобяеми от необработени материали
-

HG426 (пропускна способност на тръбата 165-426 mm)
-

С изключение на тези от No 8303