(1) Surovina | kvalita materiálu | L245, L290, L320, L360, L390, L450, L485, X42, X52, X56, X60, X65, X70, X80, SCH20, SCH30, SCH40 | Mechanické vlastnosti | Šetření sítě | Šířka pásu | 680-1600mm | Tloušťka pásu | 5.0-20.0mm | Identifikační číslo cívky | Φ508-610 mm | OD cívky | Φ1200mm-2100mm | Hmotnost cívky | 25.0T | (2) Výrobek | Velikost potrubí | - Okružní potrubí: φ 219-φ 508mm T: 5.0-20.0 mm | Délka | 4-6 M | Aplikace | Struktura | (3) Distribuční pracovní proces výrobní linky | 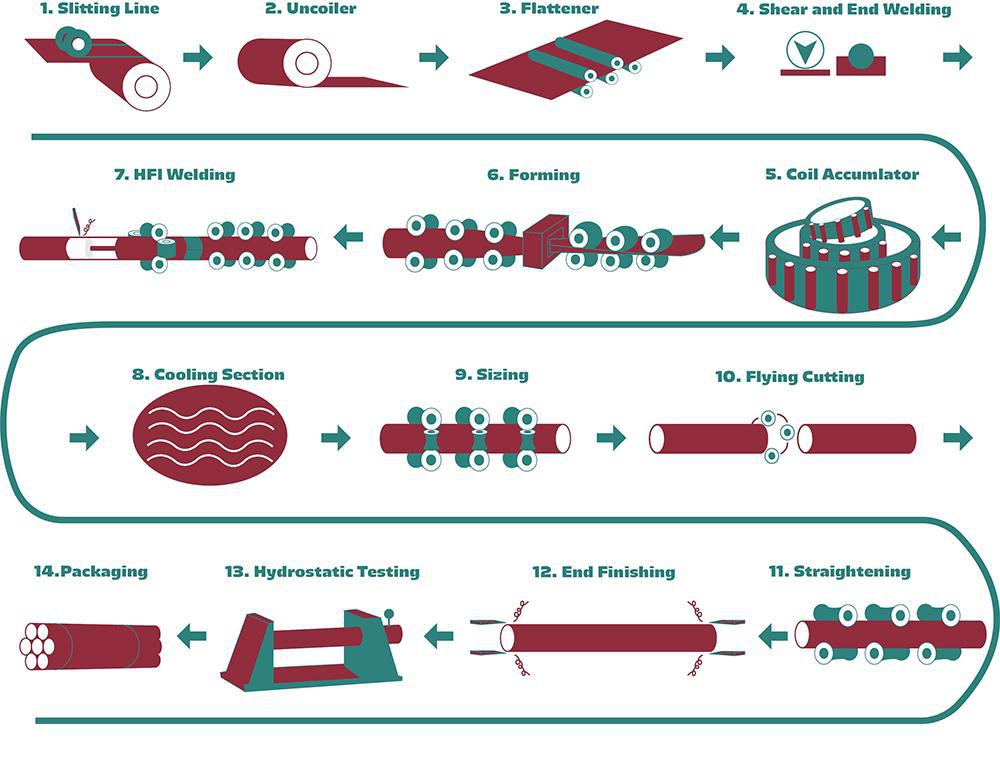
|
(4) th je čára obsahovat | Svalový dopravní vůz | Svítací vozík se používá k přenosu ocelové cívky z nakládací pozice na rozvíjecí cívku. | Roztahující | Rozšiřovací a výškové mandrely. Obsahuje dvě hlavní části: hlavní tělo a pevnou základnu. Vybavené pneumatickým systémem pro uspokojení potřeb rozšiřování, zmenšování a brzdění čelisti. Mandrel se skládá ze čtyř-bar spojení, které by se mohly pohybovat radiálně ve stejnou dobu. Čtyřkolové spojky ve dvou skupinách jsou namontovány na dvou hřídelích. Poháněny vzduchovým válcem se rozšiřují a stlačují radiálně. | Stroj s rovnou hlavou | Tento stroj se používá k otevření hlavy cívky a hladkému zavádění dalšího zařízení do hladkého stroje. Tlakový válce na hlavě se používá hlavně k tlaku na hlavu kotouče, aby se zabránilo rozptýlení rozptýlení a lopata se hladce lopata. Tlakový válce se otáčí pod motorem. Pro otvírací stroj je to pomocný válce. Je tu rovný hlavní válce, který je hlavně zakřivený tlak hlavy oceli, spolupracovat s lopatou hlavičku, a aby to dopředu podél lopaty. Vedení valce vede materiál do dalšího procesu. | Stroj pro vyrovnávání štípky | Čapka se dělí na tři části: zavírací materiály, plochý kotouč a přenosný systém. Pětirolové vyhlazení může změnit plynoucí ocel prostřednictvím nastavení pěti valců nahoru a dolů do rovného stavu a převodní část strojového strojního zařízení poskytuje motivaci pro pinhrisový valík a plochý valík. | Automatické stříhání a svařování | Používá se k řezání nepravidelných konců pásů a poté k jejich spojení svařováním. Takže to může nechat linku běžet bez zastavení, když před cívkou dokončit | Accumulator | Tento stroj je mezi šicí svařovačem a hostitelem (formovací rozměrování) a používá se po vyčerpání vlákna pásové oceli, než se příští pásový vlákn bude připravit od odvírání, šicí a záložního svařování, aby se zajistilo, že hostitel ( | Stroje pro výrobu desek a desek | Vytváření a měření mlýna používá princip tvarování typu válců a vysokou frekvenci indukčního svařování. Pásek se vkládá do tvarovacího stroje pomocí napájecího zařízení v mlýně a tvarovací válce se neustále otáčí a tlačí pásek do požadovaného tvaru. Díky kůži a příbuznému účinku se vysokofrekvenční proud soustředí na svařovací spoje, které se rychle zahřívají a dosahují svařovací teploty. V případě, že je to možné, je třeba použít pouze jednu z těchto metod: Po chlazení, rozměrování a prvotním vyvrchlování lze získat hotovou svařovanou trubici požadované velikosti. | Řezná pila | Používá se k přesnému automatickému řezání potrubí na délku za podmínky, že potrubí je nepřetržitě dodáváno z mlýna vysokou rychlostí. | 1000 kW vysokočastotný svařovač | Svařte šv | Plynutí Transitní tabulka | Přeprava hotové trubky na sběrný stůl | Středofrekvenční zhuštění 600kw | Po vysokoteplotním ohřevu zlepšuje přirozené chlazení kvalitu svářeného materiálu | Vyrovnávací stroj | Rovnání trubky | Stroj na obrobání konců | Skládá se z levého a pravého strojového hlavu, krokových mechanismů a vyrovnávacích válcových drážek. Hydraulické svazování, pohon servomotorem, může dosáhnout automatického řízení. | Hydrostatický testér | Konstrukční forma: včetně 1 sady základních součástí, 1 sady zařízení na pozicování a svazování, 1 sady táhového nosníku, 1 sady pevného testovacího hlavu, 1 sady mobilního testovacího hlavu, 2 sad přijímacích a odesílacích trubkových zařízení a 1 sady pozicovacího závěsu. | Ultrasoonový testovací stroj | Testování kvality svárů | Systém pro eddy current kontrolu | Kontrola kvality trubek |
|