










Úvod
Stručný popis:
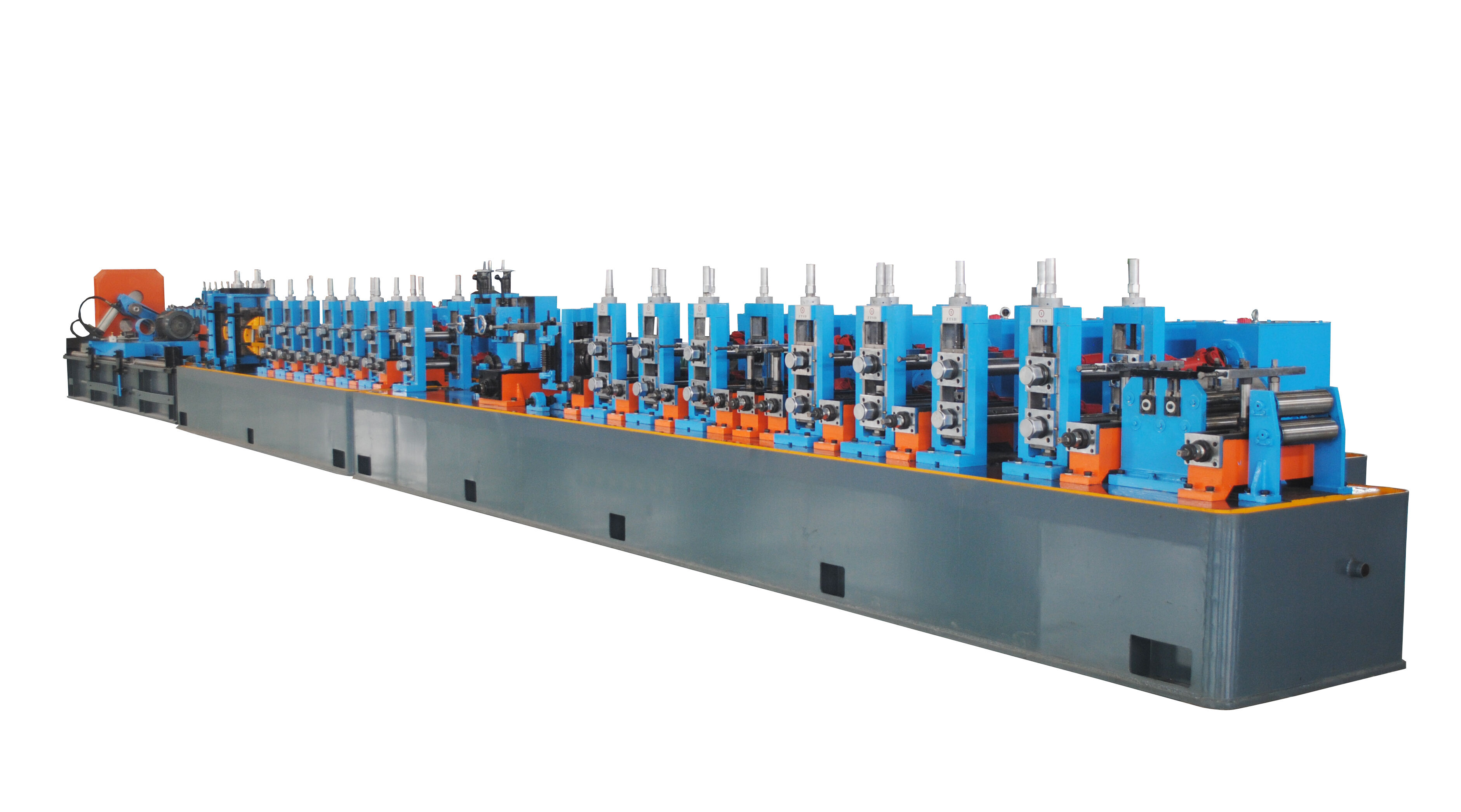
HG32x1.5 :Výrobní linka na vysokočastotně svařované trubky slouží k výrobě svařovaných ocelových trubek o průměru Φ10mm-Φ32mm, tloušťka 0.5-1.5 mm, čtvercové trubky 10x10-20x20 a obdélníkové trubky 20x40mm, tloušťka 0.4-1.5mm. Poté, co jsme přijali pokročilé technologie výroby trubek z celého světa, je naše inovačně navržená výrobní linka a každá jednotlivá jednotka této linky ekonomická, ale také praktická.
Parametry produktu:
(1) Surovina | |
kvalita materiálu |
Q195、Q235B、Q355B、Zancovaná ocel、MS、CR、HR |
Mechanické vlastnosti |
Šetření sítě |
Šířka pásu |
40-80mm |
Tloušťka pásu |
0.5-1.5mm |
Identifikační číslo cívky |
Φ508-610 mm |
OD cívky |
Φ1200mm-2100mm |
Hmotnost cívky |
2t |
(2) Výrobek | |
Velikost potrubí |
- Okružní potrubí: φ 10-φ 32mm T: 0.5-1.5mm Čtvrtá trubka: 10x10-20x20 mm T: 0.5-1.5mm |
Délka |
4-6 M |
Aplikace |
Struktura |
(3) Distribuční pracovní proces výrobní linky | |
| |
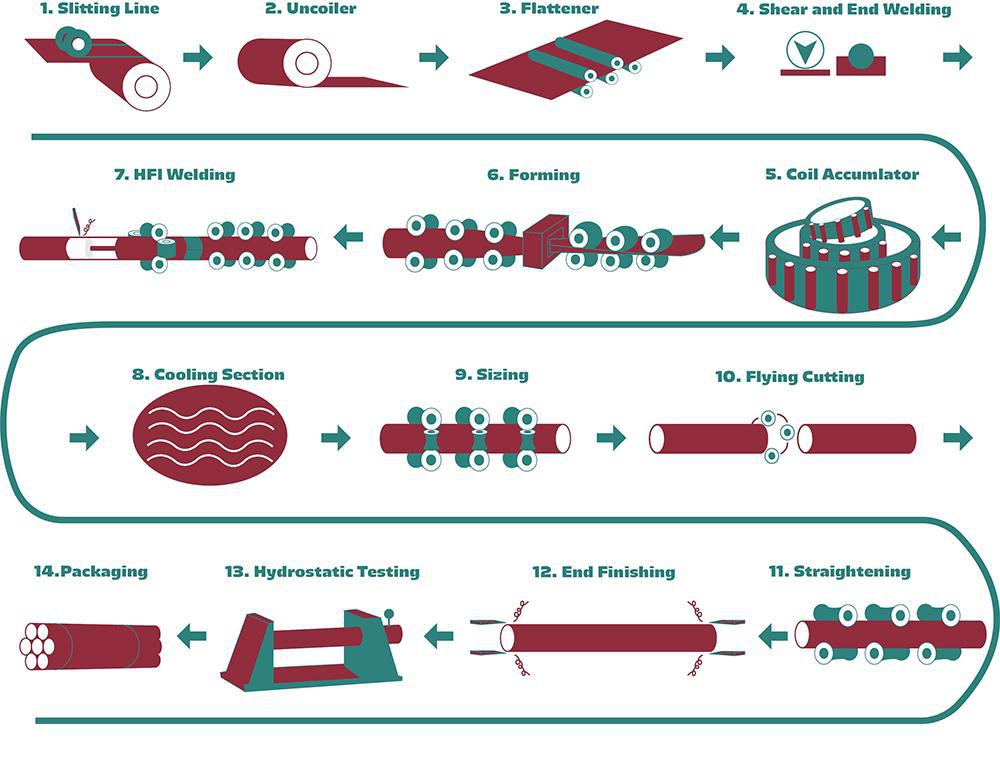
(4) th je čára obsahovat | |
Roztahující |
Rozšiřovací a výškové mandrely. Obsahuje dvě hlavní části: hlavní tělo a pevnou základnu. Vybavené pneumatickým systémem pro uspokojení potřeb rozšiřování, zmenšování a brzdění čelisti. Mandrel se skládá ze čtyř-bar spojení, které by se mohly pohybovat radiálně ve stejnou dobu. Čtyřkolové spojky ve dvou skupinách jsou namontovány na dvou hřídelích. Poháněny vzduchovým válcem se rozšiřují a stlačují radiálně. |
Automatické stříhání a svařování |
Používá se k řezání nepravidelných konců pásů a poté k jejich spojení svařováním. Takže to může nechat linku běžet bez zastavení, když před cívkou dokončit |
Svalové akumulátory |
Tento stroj je mezi šicí svařovačem a hostitelem (formovací rozměrování) a používá se po vyčerpání vlákna pásové oceli, než se příští pásový vlákn bude připravit od odvírání, šicí a záložního svařování, aby se zajistilo, že hostitel ( |
Stroje pro výrobu desek a desek |
Vytváření a měření mlýna používá princip tvarování typu válců a vysokou frekvenci indukčního svařování. Pásek se vkládá do tvarovacího stroje pomocí napájecího zařízení v mlýně a tvarovací válce se neustále otáčí a tlačí pásek do požadovaného tvaru. Díky kůži a příbuznému účinku se vysokofrekvenční proud soustředí na svařovací spoje, které se rychle zahřívají a dosahují svařovací teploty. V případě, že je to možné, je třeba použít pouze jednu z těchto metod: Po chlazení, rozměrování a prvotním vyvrchlování lze získat hotovou svařovanou trubici požadované velikosti. |
Řezná pila |
Používá se k přesnému automatickému řezání potrubí na délku za podmínky, že potrubí je nepřetržitě dodáváno z mlýna vysokou rychlostí. |
150 kW vysokočastotný svařovač |
Svařte šv |
Plynutí Transitní tabulka |
Přeprava hotové trubky na sběrný stůl |
Další produkty
-

HG426 (Tube V.D. 165-426 mm)
-

HG165 (Tube O.D. 60-165 mm)
-

Trubkový mlýn pro přímé tváření (500 x 500 mm)
-

Trubkový mlýn pro přímé tváření (200 x 200 mm)