











Sissejuhatus
Lühike kirjeldus
HG50x2.0: Kõrgsageduslikult keevitatud toru tootmisliin on mõeldud keevitatud terastoru tootmiseks Φ16mm-Φ50.8mm, paksus 0.8-2.0 mm, ruuttoru 12x12-40x40 ja risttoru 30x50mm, paksus 0.8-2.0mm. Pärast edasijõudnud torutootmise tehnoloogia omandamist üle kogu maailma on meie uuenduslikult kavandatud tootmisliin ja iga tootmisliini üksus mitte ainult ökonoomne, vaid ka praktiline.
Toote parameetrid
(1) Alamaterjal | |
Materiaalkvaliteet | Q195、Q235B、Q355B、galvaansest terasest、MS、CR、HR |
Mehaanilised omadused | Sb≤500Mpa,σs≤325MPa |
Risti laius | 45-160mm |
Rööbastekivus | 0,5-1,5mm |
Keerupöörde ID | Φ508-610 mm |
Keerupöörde OD | Φ1200mm-2100mm |
Keeruplaadi kaal | 2T |
(2) Lõpptoote suurus ja eesmärk | |
Torus suurus | Ringlane torus: 16-φ 50.8mm t: 0.8-2.0 mm Ruuttoru: 12x12-40x40 mm t: 0.8-2.0 mm |
Pikkus | 4-6 m |
rakendus | Struktuur |
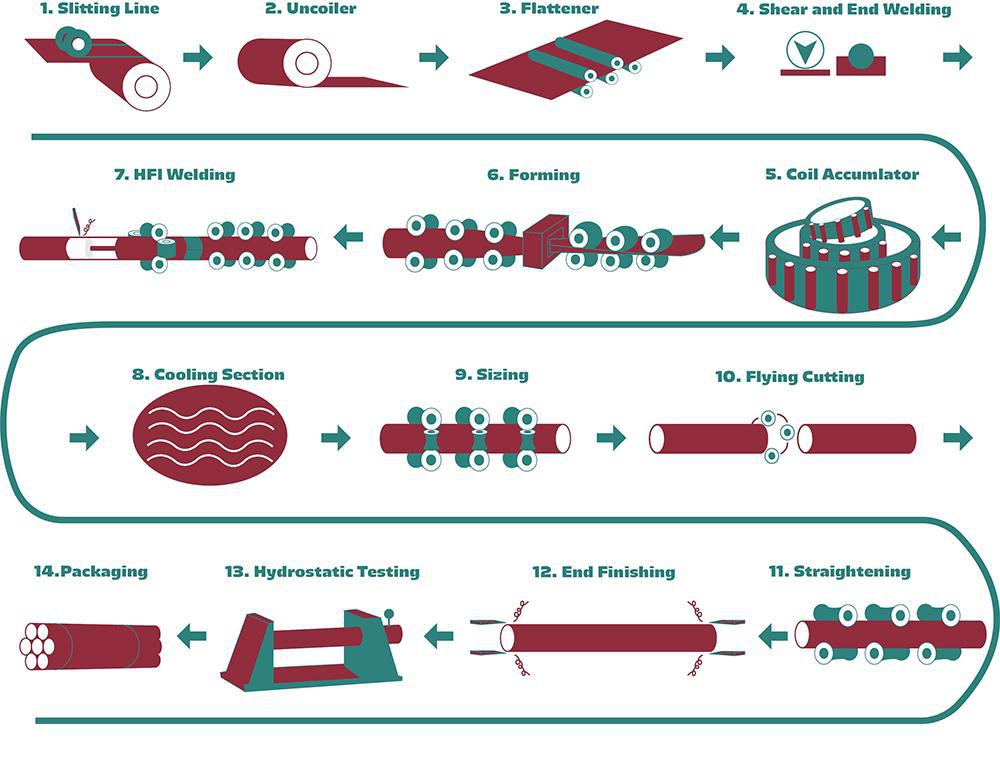
(3) The tööprotsess tootmise liini | |
| |
(4) See on liin sisaldada | |
Pindade lahtivalgamine | Laienemis- ja kantilevermõõdud. See sisaldab kahte peamist osa: peakest ja fikseeritud alust. Pneumaatilise süsteemiga varustatud, et rahuldada mandeleide laienemise, kokkuvõtmise ja pidurdamise vajadusi. Mandrel koosneb neljast baari sidest, mis võivad samal ajal liikuda radiaalselt. Nelja-baari ühendused kahe rühma vahel on paigaldatud vastavalt kahele võlile. Õhukülbikuga töötavad need laienedes ja kokku tõmbudes radiaalselt. |
Automaatne lõikamine ja keevitamine | Seda kasutatakse, et lõigata ristmete ebaregulaarsed otsad ning ühendada need siis keevitamisega. Nii et see võib lasta liini käia ilma peatamata, kui enne keera lõpeb. |
spiraalakkumulaator | See masin on vahetuspunktis keevituskeemnik ja võõrkeemnik (kujuliseadme) ning kasutatakse pärast seda, kui rull rihmast on ära kasutatud, enne järgmise rulli rihmast valmistamist, kuna see on valmistatud lahti keeramise, keevitamise ja külmkeemnise aja jooksul, et tagada võõrke |
Mudelite ja -kujuliste tooted: | Forming & Sizing Mill kasutab rullivormi põhimõtet ja kõrge sagedusega induktsioonihõbedat. Relva sisestatakse vormistamismasinasse viljamisseadme abil, ning vormistusroller pöörleb pidevalt ja surub relva nõutavasse kuju. Naha ja sellega seotud mõju tõttu keskendub kõrgfreenusega vool kiirelt kuumutatud keevitusümbrile, mis jõuab keevitustemperatuurile. Rongi õmblus on keevitusrollide surve all keevitatud. Soodustatud toru nõutava suurusega saab saada pärast jahutamist, suurustamist ja esmast sirgendamist. |
lõikesaag | Seda kasutatakse toru automaatselt pikkusele lõigamiseks tingimusel, et torus on pidevalt kõrgel kiirusel valmimismajast. |
200 kW Hifrequency Welder | keevitus |
Läbilaske Transit tabeli | Transiteeri valmis torus kogumislaua |
Rohkem tooteid
-

Direktvormimise rörimees (500x500mm)
-

HG165 (Tüübi välisdiameeter 60-165mm)
-

Direktvormimise rörimees (200x200mm)
-

HG426 (Tüübi välisdiameeter 165-426mm)