












Introduction
C/Z ligne de production semi-automatique de l'interchange de purlin
La machine à chevrons de type C/Z semi-automatique peut produire diverses spécifications de chevrons C/Z en utilisant le même ensemble d'équipements par un ajustement semi-automatique simple et sans variation de vitesse, et il n'est pas nécessaire de remplacer les rouleaux de formation lors du changement de spécifications. Le processus de production utilise une méthode de contrôle automatique, qui peut percer, couper et former automatiquement en fonction des paramètres d'entrée tels que la longueur du chevron, la distance longitudinale des trous et la quantité.
Le profilé C/Z est composé d'un guide, d'un dispositif de nivellement, d'une machine de formage par rouleaux avec un changement rapide, de deux dispositifs de perçage hydraulique, d'un ajustement hydraulique sans variation de vitesse et d'un dispositif de découpe, ainsi que d'un système de commande électrique et d'un système hydraulique, entre autres.
L'entraînement principal de toute la ligne de formage utilise un moteur à engrenages avec une commande de variation de fréquence, et le contrôle de la vitesse, du réglage de longueur fixe et de la position est précis et fiable.
La machine entière présente une apparence élégante et une haute efficacité de production (la vitesse de formage atteint 20 m/min).
Paramètres techniques
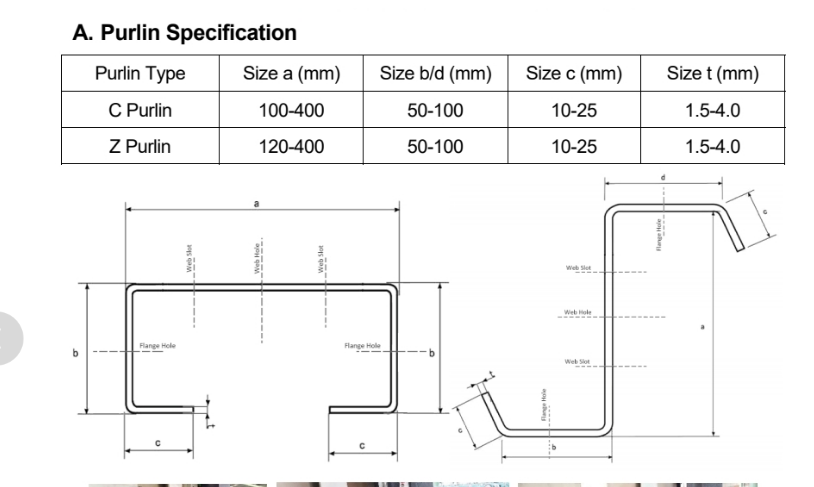
1. Dimensions du produit C/Z :
2. Épaisseur du travail pièce : 2~4 mm
3. Plage d'ajustement horizontal de la distance des trous de perçage : 45~650 mm
4. Vitesse maximale de formage du profilé : 20 m/min
5. Forme d'installation : adopte une arche 125+140
6. Forme de table roulante : tables roulantes divisées des deux côtés, entraînement par axe en broche
7. Matériau de roulement : acier à roulements, fini après trempe
8. Matériau de l'arbre : acier de haute qualité n° 45 trempé et revenu
9. Diamètre de l'arbre principal : 105 mm (le diamètre de l'axe de la partie insérée est de 75 mm), le design final prévaudra
10. Puissance du moteur principal : 30KW
11. Puissance totale des moteurs pour l'ajustement de largeur de l'hôte : 2X0,75KW + 1X1,5KW = 3KW
12. Forme de transmission : boîte de vitesses Z230
13. Nombre de canaux de formation : 18 canaux
14. Perçage, découpe : entraînement hydraulique, perçage après formation, découpe après formation
15. Puissance du moteur de la station hydraulique : 11KW, avec accumulateur
16. Matériau du moule et de la lame : traitement par trempe Cr12
17. Système de commande électrique : la machine utilise une commande PLC industrielle par ordinateur avec variation de fréquence
Plus de produits
-

Fabrication de tubes à moulage direct (200x200 mm)
-

HG426 (tube O.D. 165 à 46 mm)
-

Fabrication de tubes à moulage direct (500x500 mm)
-

HG165 (tube O.D. 60-165 mm)