












ແນະນຳ
ເສັ້ນຜ່ານການผลิตພິນ Z/C ທີ່ເຄືອນໄຫວດ້ວຍມື-semi-automatic
ເຄື່ອງປະຕິບັດ C/Z ໂຫລມສູນສຳເລັດສາມາດຜະລິດ C/Z ໂຫລມສີ່ຫຼັກທີ່ມີສະເພາະແຕກຕ່າງກັນໄດ້ໂດຍໃຊ້ເຄື່ອງຈັກເຊັ່ນກັນ ແລະ ສາມາດແປງແຮງງານໄດ້ໂດຍວິທີແບບບໍ່ມີຂັ້ນສີ່ຫຼັກ. ບໍ່ຕ້ອງແປງລ້ຽນແບບເປັນເຄື່ອງປະຕິບັດເມື່ອປ່ຽນສະເພາະ. ການຜະລິດໃຊ້ວິທີການຄວບຄຸມອัດຕະໂນົມ, ສາມາດປຸກ, ຕັດ, ແລະ ປະຕິບັດໄດ້ອຟັດຕະໂນົມ ເປັນຕາມປະມານທີ່ປ້ອນເຂົ້າມາ, ເຊັ່ນ ຄວາມຍາວຂອງໂຫລມ, ຄ່າຫ່າງຫຼັກຍາວ, ແລະ ທຸນ.
C/Z ໂຫລມສີ່ຫຼັກມີສ່ວນປະສົມມີ: ການແນະນຳ, ການເປັນແຜ່ນ, ເຄື່ອງປະຕິບັດໂຫລມທີ່ສາມາດແປງແຮງງານໄດ້ຢ່າງວິທີການ, 2 ການປຸກຫຼັກຍາວ, ການແປງແຮງງານແລະການຕັດໂຫລມ, ລະບົບຄວບຄຸມເຊິ່ງ, ແລະ ລະບົບຫຼັກຍາວ.
ລະບົບຂັ້ນຫຼັກຂອງເສັ້ນທີ່ປະຕິບັດທັງໝົດໃຊ້ມັດຕະຖານເພີ່ມກັບການຄວບຄຸມຄວາມຖີ່, ແລະ ການຄວບຄຸມຄວາມຍາວແລະການຕັ້ງຄ່າແມ່ນຄົບຖ້ວນແລະສະເພາະ.
ເຄື່ອງທັງຫມົດມີຮູບແບບງາມແລະມີຄວາມສຳເລັດໃນການຜະລິດສູງ (ຄວາມเรົ້າຂອງການແປງຮູບໄດ້ຖືງ 20ມ./ນ.).
ຕົວວັດແທກເຕັກນິກ
1.C/Z/ ຄວາມຍາວສິນຄ້າ:
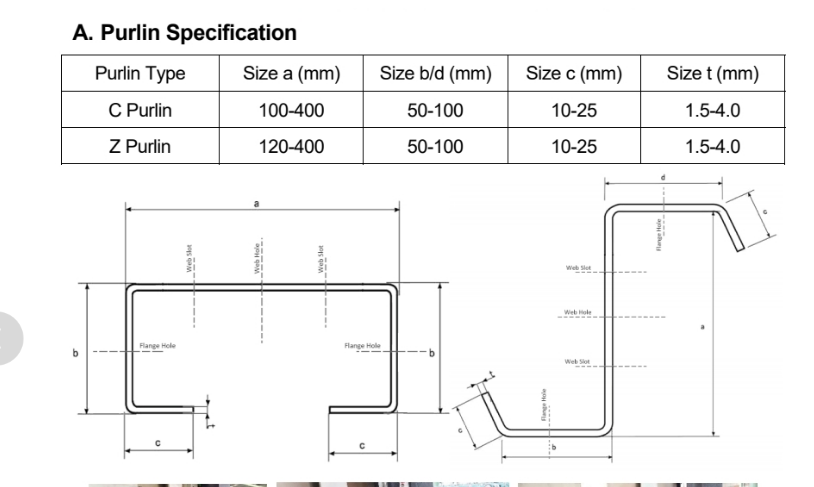
2. ຄວາມthicຂອງວຽກທີ່ພົບ: 2~4mm
3. ອຸບັດຕິຖານການແປງຄວາມຫ່າງຂອງຫົວເຊື່ອມ: 45~650mm
4. ຄວາມเรົ້າສູງສຸດຂອງການແປງຂອງ purlin: 20m/ນ.
5. ການຕິດຕັ້ງ: ປະເທດ 125+140 archway
6. ລักษณะຂອງຕາເບີນໂຣລ໌: split roller table ທັງສອງຂ້າງ, spindle plug-in drive
7. ຕົວຢ່າງ: ເຫຼົ່າເຄື່ອງ, ສຳເລັດຫຼັງຈາກ quenching
8. ຕົວຢ່າງ spindle: high-quality No. 45 steel quenched and tempered
9. ດີແມເຫຼົ່າຫຼັກ: 105mm (diameter of the inserted part is 75mm), ການດີไซນ໌ສຸດທ້າຍຈະເປັນຄຳແນະນຳ
10. ຜູ້ຫຼຸດແມ່ນັກ: 30KW
11. ລວມພະລັງງານຂອງເຄື່ອງຈັກສํາລັບການປ່ຽນແປງຄວາມຍາວ: 2X0.75KW+1X1.5KW=3KW
12. ການເຄື່ອນໄຫວ: ໂກຍ Z230
13. ຈຳນວນທາງການຮູບ: 18 ຕາມ
14. ການຕັດ, ການຕັດ: ການເຄື່ອນໄຫວໂຫຍ່, ຕັດຫຼັງຈາກການຮູບ, ຕັດຫຼັງຈາກການຮູບ
15. ພະລັງງານຂອງເຄື່ອງໂຫຍ່: 11KW, ກັບ accumulator
16. ມື້, ເຄື່ອງຕັດ: Cr12 ການຊັດສີ
17. ບໍລິສັດຄວບຄຸມເຄື່ອງ: ໄມ້ຄົນທັງໝົດໃຊ້ PLC ການປ່ຽນແປງ industrial computer
ຜະລິດຕະພັນເພີ່ມເຕີມ
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (200x200mm)
-

HG426 (ທໍ່ O.D. 165-426mm)
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (500x500mm)
-

HG165 (ທໍ່ O.D. 60-165mm)