






ແນະນຳ
ລາຍລະອຽດສັ້ນໆ
HG325x10.0: ການຜະລິດເສັ້ນທີ່ແຫຼັງແມ່ນໃຊ້ເພື່ອຜະລິດເສັ້ນເຫຼົ້າທີ່ມີຄວາມໜັກ 4.0-10.0mm, ເສັ້ນສຸດທີ່ 165mm-325mm, ເສັ້ນສຸດທີ່ 130x130-250x250mm, ແລະຄວາມໜັກ 4.0-9.5mm. ເມື່ອພວກເຮົາຮັບເອົາເทັກນິໂຄງການຜະລິດເສັ້ນທີ່ແຫຼັງທີ່ມີຄວາມສູງສຸດຈາກທຸກໆສ່ວນຂອງໂລກ, ເຄື່ອງຜະລິດແລະຫົວໜ້າຂອງເຄື່ອງຜະລິດທີ່ພວກເຮົາອອກແບບໃໝ່ນີ້ບໍ່ພຽງແຕ່ເປັນການເສຍຄ່າໃຊ້ຫຼາຍແຕ່ຍັງເປັນການເຮັດວຽກທີ່ເປັນການເປັນໄປ.
ພາລາມິເຕອລສິນຄ້າ
(1) ຕື້ນໜ້າ | |
ຄຸນນະພາບວັດຖຸ | Q195、Q235B、Q355B、ເຫຼັກກ້າ galvanized、MS、CR、HR |
ຄຸນສະພາບເຄື່ອງຍຸດ | σb≤500Mpa,σs≤325MPa |
ຄວາມກວ້າງຂອງແຖບ | 515-1020mm |
ຄວາມຫນາຂອງແຖບ | 4.0-10.0ມີມ |
ສຳ📐ບລະຫັດ | Φ508-610mm |
ເຄື່ອງລວດລາຍ OD | Φ1200mm-2100mm |
ຄໍ້ານ້ຶໍງ | 15.0T |
(2) ຄວາມໃຫຍ່ຂອງສິນຄ້າແລະປະເພດການໃຊ້ | |
ຄວາມໃຫຍ່ຂອງທໍູ | ທໍ່ຮອບ: 165-φ325 ມມ T:4.0-10.0mm ທໍ່ສີ່ມົນ: 130x130-250x250mm T:4.0-9.5 ມມ |
ຄວາມຍາວ | 4-6ມ. |
ການນໍາໃຊ້ | ສັນ📐,Th⌂rture |
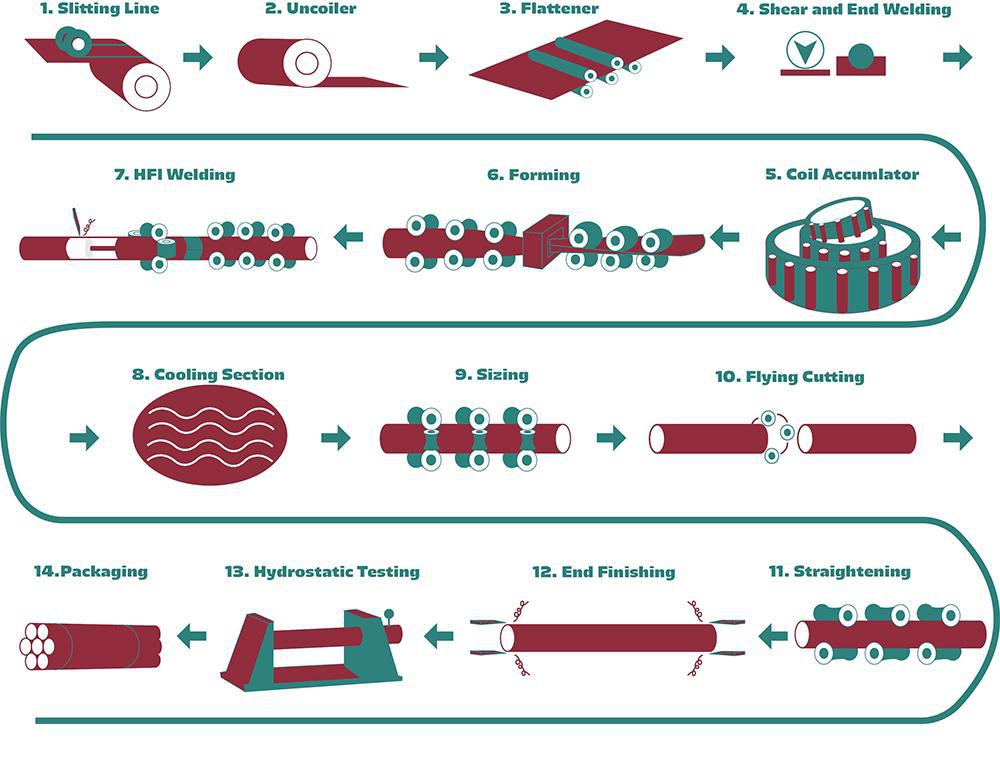
(3) ຂະບວນການເຮັດວຽກຂອງສາຍການຜະລິດ | |
| |
(4) ທ ແມ່ນ ເສັ້ນ ມີ | |
ລົດຂົນສົ່ງ coil | ລົດຂົນສົ່ງ coil ແມ່ນໃຊ້ເພື່ອເຮັດໃຫ້ coil ເຫຼັກຈາກຕໍາແຫນ່ງການໂຫຼດເພື່ອ uncoiler.at ໃນເວລາດຽວກັນ loft ຫມໍ້ ນໍ້າມັນ,ດັ່ງນັ້ນຮູພາຍໃນ coil ເຫຼັກແມ່ນຖືກຕັ້ງຢ່າງຖືກຕ້ອງກ່ຽວກັບກ້ອນຂອງ uncoiler, ຫຼັງຈາກຄວາມເຄັ່ງຕຶງ uncoiler, ດັນກັບຄືນໄປບ່ອນ |
Uncoiler | ການຂະຫຍາຍແລະ cantilever mandrels. ປະກອບມີສອງສ່ວນຕົ້ນຕໍ: ຮ່າງກາຍຕົ້ນຕໍແລະພື້ນຖານທີ່ຄົງທີ່. ມີລະບົບ pneumatic ເພື່ອຕອບສະ ຫນອງ ຄວາມຕ້ອງການຂອງການຂະຫຍາຍ, ການເຊົາແລະ braking ຂອງ mandrels ໄດ້. Mandrel ປະກອບດ້ວຍການເຊື່ອມຕໍ່ສີ່ແຖບທີ່ສາມາດເຄື່ອນຍ້າຍ radially ໃນເວລາດຽວກັນ. 5ລະບົບສີ່ແຜນທີ່ຢູ່ໃນສອງເສັ້ນທາງແມ່ນຖືກຕິດຕັ້ງໃນສອງແຂວງແລະເຮົາ. ດຳເນີນງານໂດຍສິ້ນຄ້າການ, ເຂົາຈະແຜ່ຫຼາຍແລະຫຼິ້ນໄປຫຼັງການ. |
ເຄື່ອງຫົວກົງ | ເຄື່ອງນີ້ໃຊ້ເພື່ອເປີດຫົວ coil ແລະ smoothly ນໍາ ເອົາອຸປະກອນຕໍ່ໄປກັບເຄື່ອງ smooth. ເຄື່ອງລອກຄວາມກົດດັນຢູ່ເທິງຫົວແມ່ນໃຊ້ເປັນຕົ້ນຕໍເພື່ອກົດຫົວຂອງລວດເພື່ອປ້ອງກັນບໍ່ໃຫ້ລວດກະຈາຍກະຈາຍ, ແລະປ່ອງແມ່ນປ່ອງຢ່າງລຽບ. ເຄື່ອງລອກຄວາມກົດດັນ ຫມູນ ວຽນຢູ່ໃຕ້ເຄື່ອງຈັກ. ສໍາລັບເຄື່ອງເປີດ, ມັນເປັນ roller ຊ່ວຍ. ມີ roller ຫົວກົງ, ເຊິ່ງເປັນສ່ວນໃຫຍ່ແມ່ນຄວາມກົດດັນໂຄ້ງຂອງຫົວຂອງເຫຼັກ, ຮ່ວມມືກັບຫົວ shovel, ແລະເຮັດໃຫ້ມັນໄປຂ້າງຫນ້າຕາມ shovel ໄດ້. ເຄື່ອງປັ່ນປ່ວນ ນໍາ ພາວັດສະດຸເຂົ້າສູ່ຂະບວນການຕໍ່ໄປ. |
ເຄື່ອງປັ້ນລວດລາຍ | ເຄື່ອງກັ່ນຕອງແມ່ນແບ່ງອອກເປັນສາມສ່ວນ: ວັດສະດຸ clamping, roller ເຮືອນ flat, ແລະການສົ່ງເຄື່ອງ flattering. ການລຽບລຽບຫ້າລໍ້ສາມາດປ່ຽນເຫຼັກຜ່ານການປັບຂື້ນແລະລົງຂອງຫ້າລໍ້ໃຫ້ເປັນສະພາບກົງ, ແລະສ່ວນສົ່ງຂອງເຄື່ອງຈັກ ingening ໃຫ້ແຮງຈູງໃຈ ສໍາ ລັບລໍ້ pinhris ແລະລໍ້ flat. |
ເຄື່ອງຕັດແລະເຄື່ອງເຊື່ອມໂລຫະອັດຕະໂນມັດ | ມັນຖືກ ນໍາ ໃຊ້ເພື່ອຕັດສິ້ນທີ່ບໍ່ເປັນປົກກະຕິຂອງແຖບແລະຫຼັງຈາກນັ້ນເຊື່ອມຕໍ່ແຖບໂດຍການເຊື່ອມໂລຫະ. ດັ່ງນັ້ນມັນສາມາດປ່ອຍໃຫ້ສາຍແລ່ນໂດຍບໍ່ຢຸດເມື່ອ coil ກ່ອນຈະສິ້ນສຸດລົງ. |
ເຄື່ອງເກັບກູ້ spiral | ເຄື່ອງນີ້ແມ່ນລະຫວ່າງເຄື່ອງເຊື່ອມໂລຫະ shear ແລະເຄື່ອງແມ່ຂ່າຍ (ເຄື່ອງຈັກປ້ອນຂະ ຫນາດ),ໃຊ້ ສໍາ ລັບຫຼັງຈາກລວດເຫຼັກ strip ຖືກໃຊ້ໄປ, ກ່ອນທີ່ຈະລວດເຫຼັກລວດຕໍ່ໄປຈາກການກະກຽມຈາກການ uncoiling, shearing ແລະເວລາການເຊື່ອມໂລຫະ butt ເພື່ອຮັບປະກັນວ່າເຈົ້າພາບ (ເຄື່ອງຈັກປ້ອນຂະ |
ໂຮງງານຜະລິດແລະຂະ ຫນາດ | ການສ້າງ & ຂະ ຫນາດ Mill ຮັບຮອງເອົາຫຼັກການສ້າງແບບ roller ແລະການເຊື່ອມໂລຫະທີ່ມີຄວາມຖີ່ສູງ. ສາຍແອວຖືກ ນໍາ ເຂົ້າໃນເຄື່ອງປັ້ນໂດຍອຸປະກອນການໃຫ້ອາຫານໃນໂຮງງານແລະ roller ປັ້ນ ຫມູນ ວຽນຢ່າງຕໍ່ເນື່ອງແລະກົດສາຍແອວເຂົ້າໄປໃນຮູບທີ່ຕ້ອງການ. ເນື່ອງຈາກຜິວ ຫນັງ ແລະຜົນກະທົບທີ່ຄ້າຍຄືກັນ, ກະແສໄຟຟ້າທີ່ມີຄວາມຖີ່ສູງແມ່ນສຸມໃສ່ໂຊດໂຊດທີ່ຖືກເຮັດຄວາມຮ້ອນຢ່າງໄວວາແລະບັນລຸອຸນຫະພູມການເຊື່ອມໂລຫະ. ການເຊື່ອມຕໍ່ທໍ່ແມ່ນ welded ພາຍໃຕ້ຄວາມກົດດັນຂອງ roller squeeze. ທໍ່ welded ສໍາ ເລັດຮູບທີ່ມີຂະ ຫນາດ ທີ່ຕ້ອງການສາມາດໄດ້ຮັບຫຼັງຈາກການເຢັນ, ຂະ ຫນາດ ແລະການທຽບຕົ້ນຕໍ. |
ເຄື່ອງຕັດ | ມັນຖືກນໍາໃຊ້ເພື່ອຕັດທໍ່ໃຫ້ມີຄວາມຍາວຢ່າງແມ່ນຍໍາໂດຍອັດຕະໂນມັດພາຍໃຕ້ເງື່ອນໄຂທີ່ທໍ່ສົ່ງຢ່າງຕໍ່ເນື່ອງຈາກໂຮງງານຜະລິດດ້ວຍຄວາມໄວສູງ. |
ເຄື່ອງເຊື່ອມໂລຫະຄວາມຖີ່ສູງ 600 kw | weld ການ seam |
Runout ຕາຕະລາງການຜ່ານ | ການຂ້າມທໍ່ສໍາເລັດຮູບໄປຫາຕາຕະລາງການເກັບກໍາ |
ຜະລິດຕະພັນເພີ່ມເຕີມ
-

HG426 (ທໍ່ O.D. 165-426mm)
-

HG165 (ທໍ່ O.D. 60-165mm)
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (200x200mm)
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (500x500mm)