











ແນະນຳ
ລາຍລະອຽດສັ້ນໆ
HG50x2.0:ສາຍການຜະລິດທໍ່ເຊື່ອມໂລຫະທີ່ມີຄວາມຖີ່ສູງຖືກ ນໍາ ໃຊ້ເພື່ອຜະລິດທໍ່ເຫຼັກເຊື່ອມໂລຫະ Φ16mm-Φ50.8mm, ຄວາມ ຫນາ 0.8-2.0 ມມ, ທໍ່ສີ່ມົນ 12x12-40x40 ແລະທໍ່ລຽບທ່ຽມ 30x50 ມມ, ຫຼັງຈາກທີ່ພວກເຮົາໄດ້ດູດຊຶມເຕັກໂນໂລຊີການຜະລິດທໍ່ທີ່ກ້າວຫນ້າຈາກທົ່ວໂລກ, ສາຍການຜະລິດທີ່ອອກແບບ ໃຫມ່ ຂອງພວກເຮົາແລະແຕ່ລະຫົວ ຫນ່ວຍ ຂອງສາຍການຜະລິດແມ່ນບໍ່ພຽງແຕ່ມີເສດຖະກິດເທົ່ານັ້ນແຕ່ຍັງເປັນປະໂຫຍດ.
ພາລາມິເຕອລສິນຄ້າ
(1) ວັດສະດຸດິບ | |
ຄຸນນະພາບວັດຖຸ |
Q195、Q235B、Q355B、ເຫຼັກກ້າ galvanized、MS、CR、HR |
ຄຸນສະພາບເຄື່ອງຍຸດ |
σb≤500Mpa,σs≤325MPa |
ຄວາມກວ້າງຂອງແຖບ |
45-160 ມມ |
ຄວາມຫນາຂອງແຖບ |
0.5-1.5 ມມ |
ສຳ📐ບລະຫັດ |
Φ508-610mm |
ເຄື່ອງລວດລາຍ OD |
Φ1200mm-2100mm |
ຄໍ້ານ້ຶໍງ |
2T |
(2) ຂະຫນາດແລະຈຸດປະສົງຂອງຜະລິດຕະພັນສໍາເລັດຮູບ | |
ຄວາມໃຫຍ່ຂອງທໍູ |
ທໍ່ວົງ: 16-φ 50.8mm T: 0.8-2.0 mm ທໍ່ສີ່ມົນ: 12x12-40x40 mm T: 0.8-2.0 mm |
ຄວາມຍາວ |
4-6 ມ |
ການນໍາໃຊ້ |
ສັນ📐,Th⌂rture |
(3) ການ ຂັ້ນຕອນການເຮັດວຽກ ຂອງສາຍການຜະລິດ | |
| |
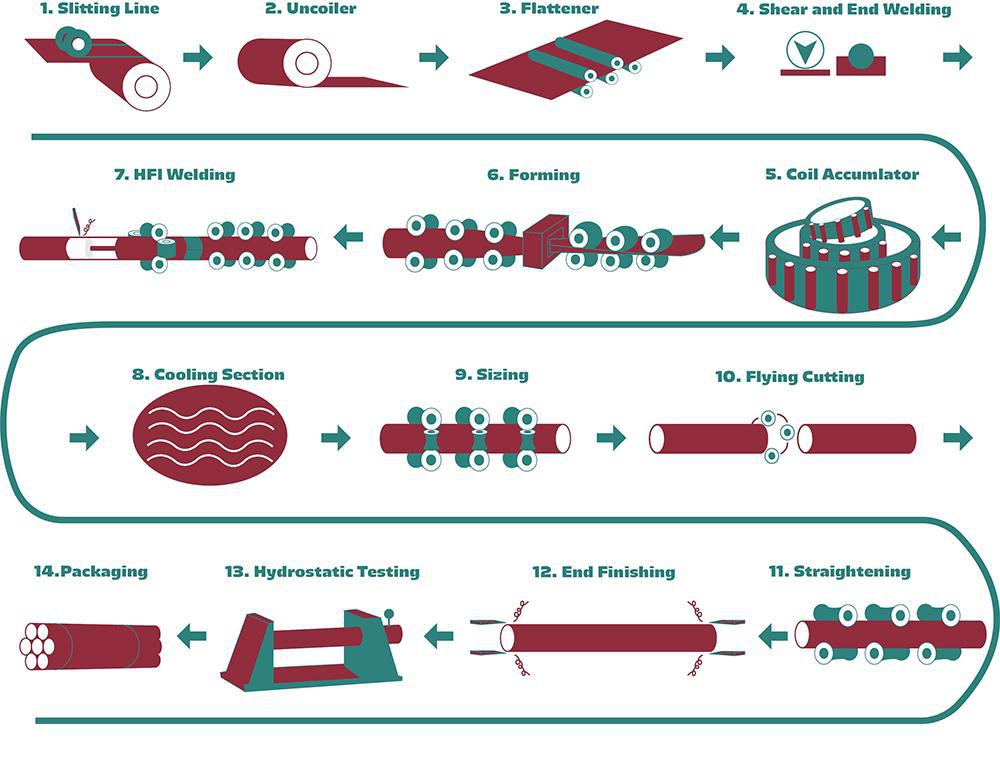
(4) ທ ແມ່ນ ເສັ້ນ ມີ | |
Uncoiler |
ການຂະຫຍາຍແລະ cantilever mandrels. ປະກອບມີສອງສ່ວນຕົ້ນຕໍ: ຮ່າງກາຍຕົ້ນຕໍແລະພື້ນຖານທີ່ຄົງທີ່. ມີລະບົບ pneumatic ເພື່ອຕອບສະ ຫນອງ ຄວາມຕ້ອງການຂອງການຂະຫຍາຍ, ການເຊົາແລະ braking ຂອງ mandrels ໄດ້. Mandrel ປະກອບດ້ວຍການເຊື່ອມຕໍ່ສີ່ແຖບທີ່ສາມາດເຄື່ອນຍ້າຍ radially ໃນເວລາດຽວກັນ. ການເຊື່ອມຕໍ່ສີ່ແຖບໃນສອງກຸ່ມແມ່ນຕິດຕັ້ງໃສ່ສອງ shaft ຕາມລໍາດັບ. ໂດຍໃຊ້ພະລັງງານໂດຍ ຫມໍ້ ໄຟອາກາດ, ພວກມັນຂະຫຍາຍແລະຫຼຸດລົງ radially. |
ເຄື່ອງຕັດແລະເຄື່ອງເຊື່ອມໂລຫະອັດຕະໂນມັດ |
ມັນຖືກ ນໍາ ໃຊ້ເພື່ອຕັດສິ້ນທີ່ບໍ່ເປັນປົກກະຕິຂອງແຖບແລະຫຼັງຈາກນັ້ນເຊື່ອມຕໍ່ແຖບໂດຍການເຊື່ອມໂລຫະ. ດັ່ງນັ້ນມັນສາມາດປ່ອຍໃຫ້ສາຍແລ່ນໂດຍບໍ່ຢຸດເມື່ອ coil ກ່ອນຈະສິ້ນສຸດລົງ. |
ເຄື່ອງເກັບກູ້ spiral |
ເຄື່ອງນີ້ແມ່ນລະຫວ່າງເຄື່ອງເຊື່ອມໂລຫະ shear ແລະເຄື່ອງແມ່ຂ່າຍ (ເຄື່ອງຈັກປ້ອນຂະ ຫນາດ),ໃຊ້ ສໍາ ລັບຫຼັງຈາກລວດເຫຼັກ strip ຖືກໃຊ້ໄປ, ກ່ອນທີ່ຈະລວດເຫຼັກລວດຕໍ່ໄປຈາກການກະກຽມຈາກການ uncoiling, shearing ແລະເວລາການເຊື່ອມໂລຫະ butt ເພື່ອຮັບປະກັນວ່າເຈົ້າພາບ (ເຄື່ອງຈັກປ້ອນຂະ |
ເຄື່ອງປັ້ນແລະຂະ ຫນາດ: |
ການສ້າງ & ຂະ ຫນາດ Mill ຮັບຮອງເອົາຫຼັກການສ້າງແບບ roller ແລະການເຊື່ອມໂລຫະທີ່ມີຄວາມຖີ່ສູງ. ສາຍແອວຖືກ ນໍາ ເຂົ້າໃນເຄື່ອງປັ້ນໂດຍອຸປະກອນການໃຫ້ອາຫານໃນໂຮງງານແລະ roller ປັ້ນ ຫມູນ ວຽນຢ່າງຕໍ່ເນື່ອງແລະກົດສາຍແອວເຂົ້າໄປໃນຮູບທີ່ຕ້ອງການ. ເນື່ອງຈາກຜິວ ຫນັງ ແລະຜົນກະທົບທີ່ຄ້າຍຄືກັນ, ກະແສໄຟຟ້າທີ່ມີຄວາມຖີ່ສູງແມ່ນສຸມໃສ່ໂຊດໂຊດທີ່ຖືກເຮັດຄວາມຮ້ອນຢ່າງໄວວາແລະບັນລຸອຸນຫະພູມການເຊື່ອມໂລຫະ. ການເຊື່ອມຕໍ່ທໍ່ແມ່ນ welded ພາຍໃຕ້ຄວາມກົດດັນຂອງ roller squeeze. ທໍ່ welded ສໍາ ເລັດຮູບທີ່ມີຂະ ຫນາດ ທີ່ຕ້ອງການສາມາດໄດ້ຮັບຫຼັງຈາກການເຢັນ, ຂະ ຫນາດ ແລະການທຽບຕົ້ນຕໍ. |
ເຄື່ອງຕັດ |
ມັນຖືກນໍາໃຊ້ເພື່ອຕັດທໍ່ໃຫ້ມີຄວາມຍາວຢ່າງແມ່ນຍໍາໂດຍອັດຕະໂນມັດພາຍໃຕ້ເງື່ອນໄຂທີ່ທໍ່ສົ່ງຢ່າງຕໍ່ເນື່ອງຈາກໂຮງງານຜະລິດດ້ວຍຄວາມໄວສູງ. |
ເຄື່ອງເຊື່ອມໂລຫະຄວາມຖີ່ສູງ 200 kw |
weld ການ seam |
Runout ຕາຕະລາງການຜ່ານ |
ການຂ້າມທໍ່ສໍາເລັດຮູບໄປຫາຕາຕະລາງການເກັບກໍາ |
ຜະລິດຕະພັນເພີ່ມເຕີມ
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (500x500mm)
-

HG165 (ທໍ່ O.D. 60-165mm)
-

ໂຮງງານຜະລິດທໍ່ແບບກົນຈັກໂດຍກົງ (200x200mm)
-

HG426 (ທໍ່ O.D. 165-426mm)