(4) Th je Linija vsebuje |
Avtomobil za prenos kolutov | Vlakni transportni vagon se uporablja za izdelavo jeklenih valj iz položaja natovarjanja do raztapljanja.v istem času dvignite oljni valj, tako da je notranja luknja jeklenih valjev natančno nastavljena na stožcu raztapljanja, po napetosti raztapljanja potisnite nazaj v prv |
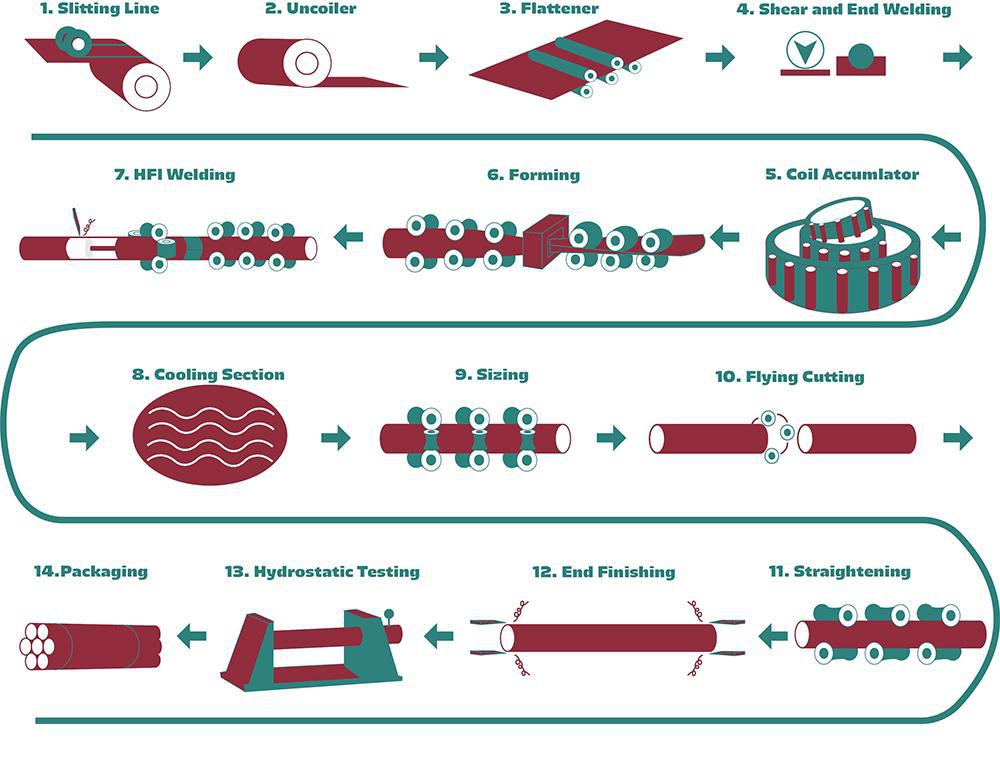
Odvijalnik | Ekspanzijski in konzolni mandri. Vsebuje dva glavna dela: glavno telo in fiksno osnovo. Opremljen s pnevmatskim sistemom za zadovoljevanje potreb po širjenju, krčenju in zaviranju mandrelov. Mandrel je sestavljen iz štiribarvnih povezav, ki se lahko hkrati premikajo radialno. Štiribarvne povezave v dveh skupinah so nameščene na dveh gredi. Napaja jih zračni valj, ki se radialno širi in krči. |
Ravna glava stroj | Ta stroj se uporablja za odpiranje glave vrvi in gladko vstavljanje naslednje naprave v gladko napravo. Pritiskni valjak na glavi se uporablja predvsem za pritisk na glavo zvitka, da se prepreči razpršitev razpršilnega zvitka, lopata pa se gladko lopata. Potisni valjak se vrti pod motorjem. Za odprtnik je to pomožni valjak. Obstaja ravna glava valja, ki je predvsem ukrivljen pritisk glave jekla, sodelovati s lopato glave, in jo naprej vzdolž lopate. Vodilni valjak vodi material v naslednji proces. |
Stroj za ravnanje s stiskanjem | Stroj za stiskanje je razdeljen na tri dele: stiskanje materialov, valj za ravnanje in prenos stiskalnega stroja. Petvaljni gladilnik lahko spremeni prehodno jeklo skozi navzgor in navzdol prilagoditev petih valjev v ravno stanje, prenosni del stiskalnega stroja pa zagotavlja motivacijo za valj za stiskanje in ravni valj. |
Avtomatski rezalnik in varilec | Uporablja se za rezanje nepravilnih koncev trakov in nato povezovanje trakov z varjenjem. Tako lahko omogoči, da linija deluje brez ustavljanja, ko se prejšnji kolut konča. |
Akumulator | Ta stroj je med varilnikom in gostiteljem (oblikovalni stroj za oblikovanje velikosti), ki ga uporabljamo po izkoriščenju valja traknega jekla, preden se naslednji valjni trak pripravi od razvleka, obrisanja in varjenja s škrilci, da se zagotovi, da gostitelj (oblikovalni stroj za oblikovanje |
Oblikovalna in dimenzionirna mlin | Oblikovalna in dimenzionirna mlin uporablja princip oblikovanja z valji in visokofrekvenčno indukcijsko varjenje. Trak se vnaša v oblikovalno napravo s hranilnikom v mlinu, oblikovalni valji pa se nenehno vrtijo in pritiskajo trak v zahtevano obliko. Zaradi kožne in sorodne učinke je visokofrekvenčni tok koncentriran na varilnem spoju, ki se hitro segreje in doseže varilno temperaturo. Cevi se spojijo pod pritiskom stiskalnih valjev. Končana varjena cev z zahtevano velikostjo se lahko pridobi po hlajenju, dimenzioniranju in prvotnem ravnanju. |
Rezalna žaga | Uporablja se za natančno avtomatsko rezanje cevi na dolžino pod pogojem, da se cev nenehno dostavlja iz mlina z visoko hitrostjo. |
600kw visoko frekvenčni svarjalnik | Varjenje spoja |
Prehodna transportna miza | Prehod končne cevi na zbirno mizo |
1000kw srednje frekvenčna odprilna mašina | Po visokotemperaturnem segrevanju omogoča naravno hlajenje, ki naredi svarski material še bolj odličen |
Ravnača | Ravnanje cevi |
Stroj za obdelavo končnih ploskev | Sestavljen iz levih in desnih strojnih glav, korakovanih mehanizmov in poravnalnih valovskih poti. Hidravlično stiskanje, servomotor za napajanje, omogoča avtomatsko upravljanje. |
Hidrostatični preskusni stroj | Konstrukcijska oblika: vključuje 1 osnovno skupino, 1 skupino za postavitev in stiskanje, 1 skupino tesovnega nosilca, 1 skupino fiksne preskusne glave, 1 skupino gibanje preskusne glave, 2 skupini sprejemnih in oddajnih cevi, ter 1 skupino za postavitev ojačevalnika. |
Ultrazvočni preskusni stroj | Preskus kakovosti varske spojnike |
Sistem za elektromagnetni indukcijski pregled | Preverjanje kakovosti cevi |