











Uvod
Kratek opis
HG50x2.0: Proizvodna linija za cevi z visokofrekvenčnim varjenjem se uporablja za izdelavo varjenih jeklenih cevi Φ16mm-Φ50.8mm, debeline 0.8-2.0 mm, kvadratnih cevi 12x12-40x40 in pravokotnih cevi 30x50mm, debeline 0.8-2.0mm. Po tem, ko smo absorbirali napredno tehnologijo izdelave cevi z vsega sveta, je naša inovativno zasnovana proizvodna linija in vsaka posamezna enota proizvodne linije ne le ekonomična, temveč tudi praktična.
Parametri izdelka
(1) Surovina | |
Kakovost materiala | Q195, Q235B, Q355B, pocinkana jeklena, MS, CR, HR |
Mehanske lastnosti | σb≤500Mpa, σs≤325MPa |
Širina traku | 45-160mm |
Debelina traku | 0.5-1.5mm |
Notranji premer spirale | Φ508-610 mm |
OD koluta | Φ1200mm-2100mm |
Teža spirale | 2T |
(2) Velikost končnega izdelka in namen | |
Velikost cevi | Okrogla cev: 16-φ 50.8mm t: 0.8-2.0 mm Kvadratna cev: 12x12-40x40 mm t: 0.8-2.0 mm |
Dolžina | 4-6 M |
Uporaba | Struktura |
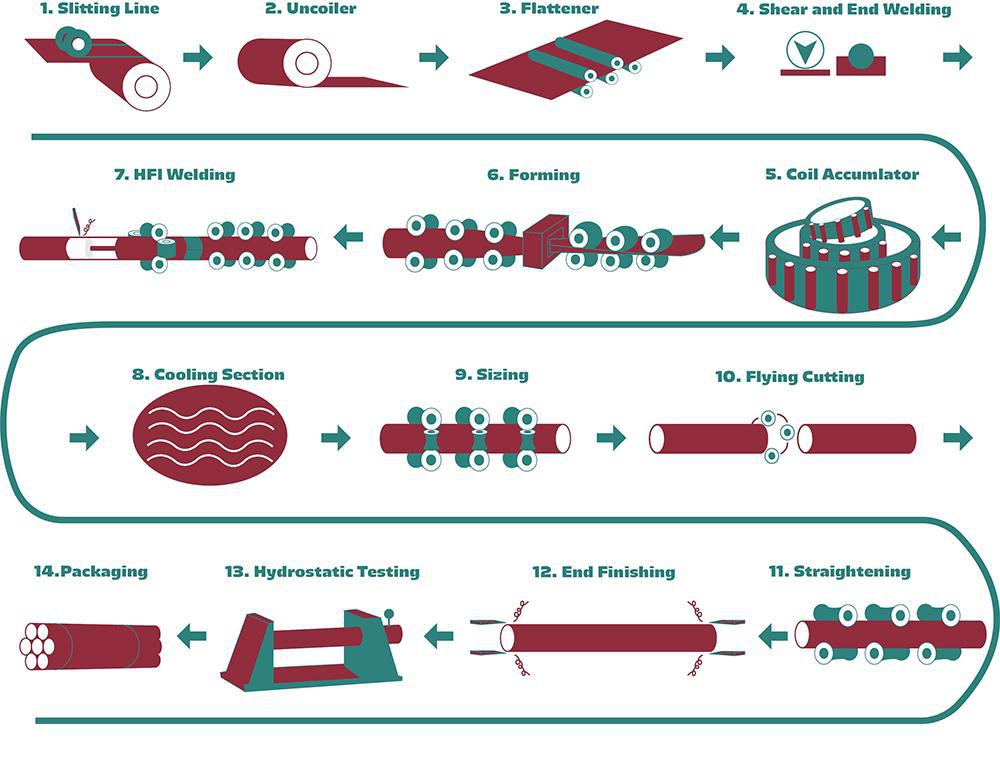
(3) Ta delovni proces proizvodne linije | |
| |
(4) Th je Linija vsebuje | |
Odvijalnik | Ekspanzijski in konzolni mandri. Vsebuje dva glavna dela: glavno telo in fiksno osnovo. Opremljen s pnevmatskim sistemom za zadovoljevanje potreb po širjenju, krčenju in zaviranju mandrelov. Mandrel je sestavljen iz štiribarvnih povezav, ki se lahko hkrati premikajo radialno. Štiribarvne povezave v dveh skupinah so nameščene na dveh gredi. Napaja jih zračni valj, ki se radialno širi in krči. |
Avtomatski rezalnik in varilec | Uporablja se za rezanje nepravilnih koncev trakov in nato povezovanje trakov z varjenjem. Tako lahko linija deluje brez ustavljanja, ko se prejšnji kolut konča. |
Spiralni akumulator | Ta stroj je med varilnikom in gostiteljem (oblikovalni stroj za oblikovanje velikosti), ki ga uporabljamo po izkoriščenju valja traknega jekla, preden se naslednji valjni trak pripravi od razvleka, obrisanja in varjenja s škrilci, da se zagotovi, da gostitelj (oblikovalni stroj za oblikovanje |
Oblikovalna in dimenzionirna mlin. | Oblikovalna in dimenzionirna mlin uporablja princip oblikovanja z valji in visokofrekvenčno indukcijsko varjenje. Trak se vnaša v oblikovalno napravo s hranilnikom v mlinu, oblikovalni valji pa se nenehno vrtijo in pritiskajo trak v zahtevano obliko. Zaradi kožne in sorodne učinke je visokofrekvenčni tok koncentriran na varilnem spoju, ki se hitro segreje in doseže varilno temperaturo. Cevi se spojijo pod pritiskom stiskalnih valjev. Končana varjena cev z zahtevano velikostjo se lahko pridobi po hlajenju, dimenzioniranju in prvotnem ravnanju. |
Rezalna žaga | Uporablja se za natančno avtomatsko rezanje cevi na dolžino pod pogojem, da se cev nenehno dostavlja iz mlina z visoko hitrostjo. |
200 kW visokofrekvenčni svarni stroj | Varjenje spoja |
Prehodna transportna miza | Prehod končne cevi na zbirno mizo |
Več izdelkov
-

Mlin za direktno oblikovanje cevi (500x500 mm)
-

HG165 (O.D. cevi 60-165 mm)
-

Mlin za direktno oblikovanje cevi (200x200 mm)
-

HG426 (O.D. cevi 165-426 mm)