












مقدمه
خط تولید تعویض پروفیل نیمهخودکار C/Z
ماشین نیمه خودکار نوع C/Z پرلین میتواند با استفاده از همان مجموعه تجهیزات، بدون نیاز به جایگزینی رولهای شکلدهی در تغییر مشخصات، انواع مختلف پرلین نوع C/Z را تولید کند. فرآیند تولید از روش کنترل خودکار استفاده میکند که میتواند بر اساس پارامترهای ورودی مانند طول پرلین، فاصله سوراخ طولی و تعداد، به طور خودکار حفر، برش و شکلدهی کند.
پیچ شونده C/Z از راهنما، دستگاه ترازکاری، ماشین فرم کردن پیچ با تغییر سریع، 2 دستگاه ضربهزن هیدرولیکی، تنظیم بدون مرحله هیدرولیکی و دستگاه برش، سیستم کنترل الکتریکی، سیستم هیدرولیکی و غیره تشکیل شده است.
محرک اصلی خط فرم کردن کل از موتور گیربکس به همراه کنترل تبدیل فرکانس استفاده میکند و کنترل سرعت، طول ثابت و موقعیتیابی دقیق و قابل اتکا است.
ماشین کلی ظاهر زیبا و کارایی تولید بالا دارد (سرعت فرم کردن به 20 متر در دقیقه میرسد).
پارامترهای فنی
1. اندازه محصول C/Z/
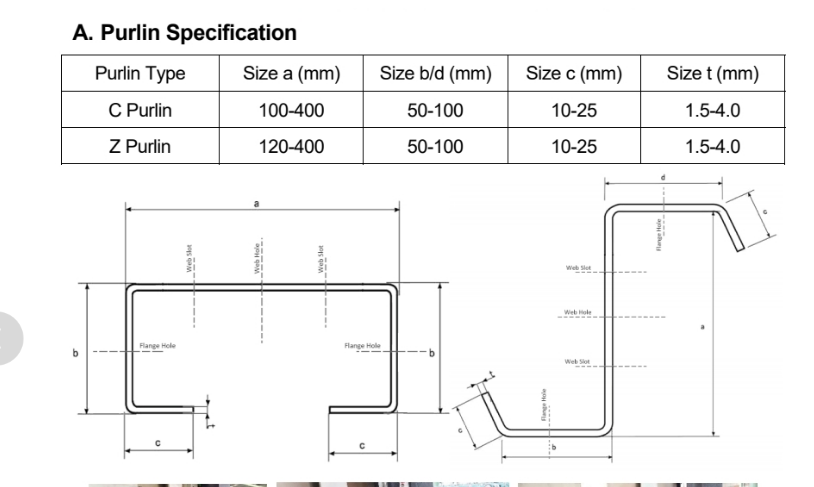
2. ضخامت قطعه پردازش شده: 2~4 میلیمتر
3. محدوده تنظیم افقی فاصله سوراخ ضربهزنی: 45~650 میلیمتر
4. سرعت فرم کردن حداکثر پیچ شونده: 20 متر در دقیقه
5. فرم نصب: استفاده از قوس 125+140
6. فرم میز رول: میز رول جدا شونده در هر دو طرف، رانش محور قابل جمعوجدا
7. مواد رول: فولاد برینگ، پس از سخت کردن تهیه میشود
8. مادهٔ سوزن: فولاد با کیفیت بالا شماره 45 سختسازی و نرمسازی شده
9. قطر شفت اصلی: 105 میلیمتر (قطر شفت قسمت درج شده 75 میلیمتر)، طرح نهایی حکمدار خواهد بود
10. توان موتور اصلی: 30KW
11. توان کل موتور برای تنظیم عرض میزبان: 2X0.75KW+1X1.5KW=3KW
12. نوع محرک: گیربکس Z230
13. تعداد کانالهای شکلدادن: 18 کانال
14. ضربهزنی، برش: محرک هیدرولیکی، ضربهزنی پس از شکلدادن، برش پس از شکلدادن
15. توان موتور ایستگاه هیدرولیکی: 11KW، به همراه ذخیرهانرژی
16. مادهٔ قالب و کاتر: مواد Cr12 با پردازش سختسازی
17. سیستم کنترل برق: کل ماشین از رایانه صنعتی PLC با کنترل فرکانس استفاده میکند
محصولات بیشتر
-

آسیاب لوله سازی مستقیم (۲۰۰x۲۰۰ میلی متر)
-

HG426 (توب O.D. 165-426mm)
-

آسیاب لوله سازی مستقیم (500x500mm)
-

HG165 (توب O.D. 60-165mm)