











Bevezetés
Rövid leírás
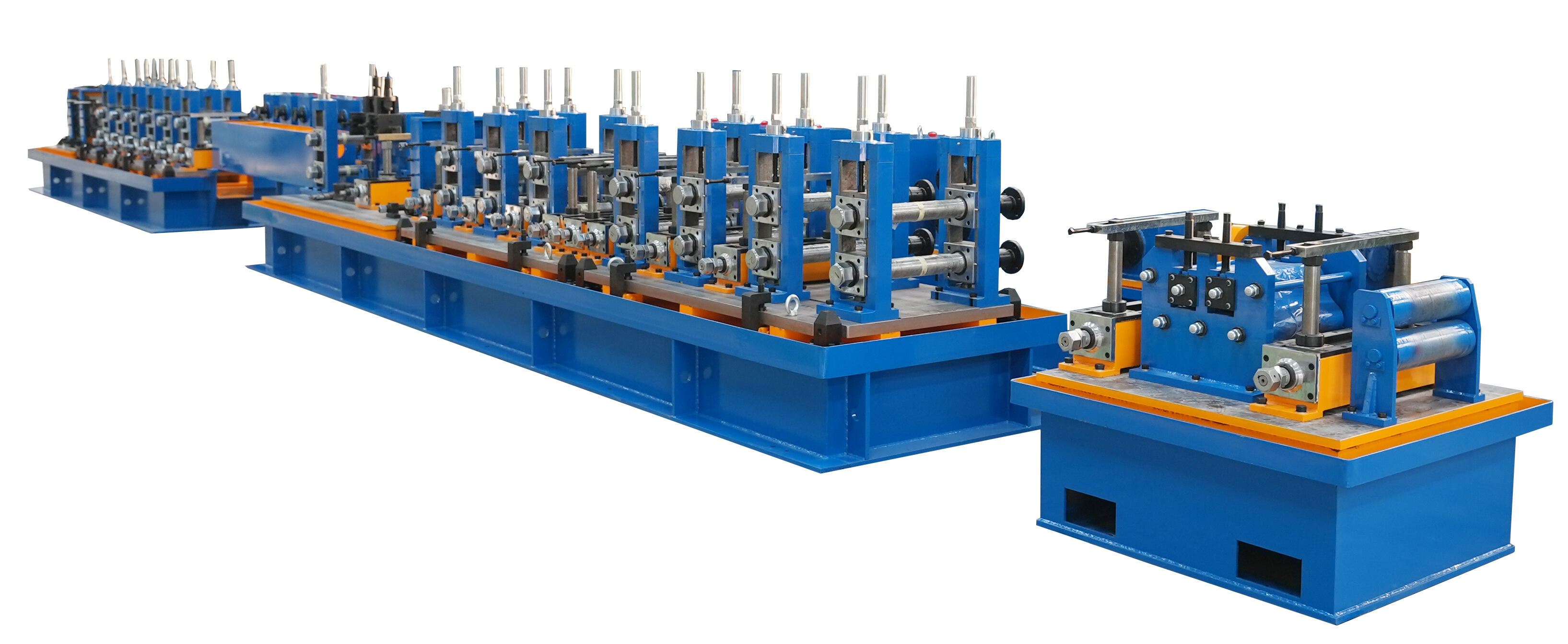
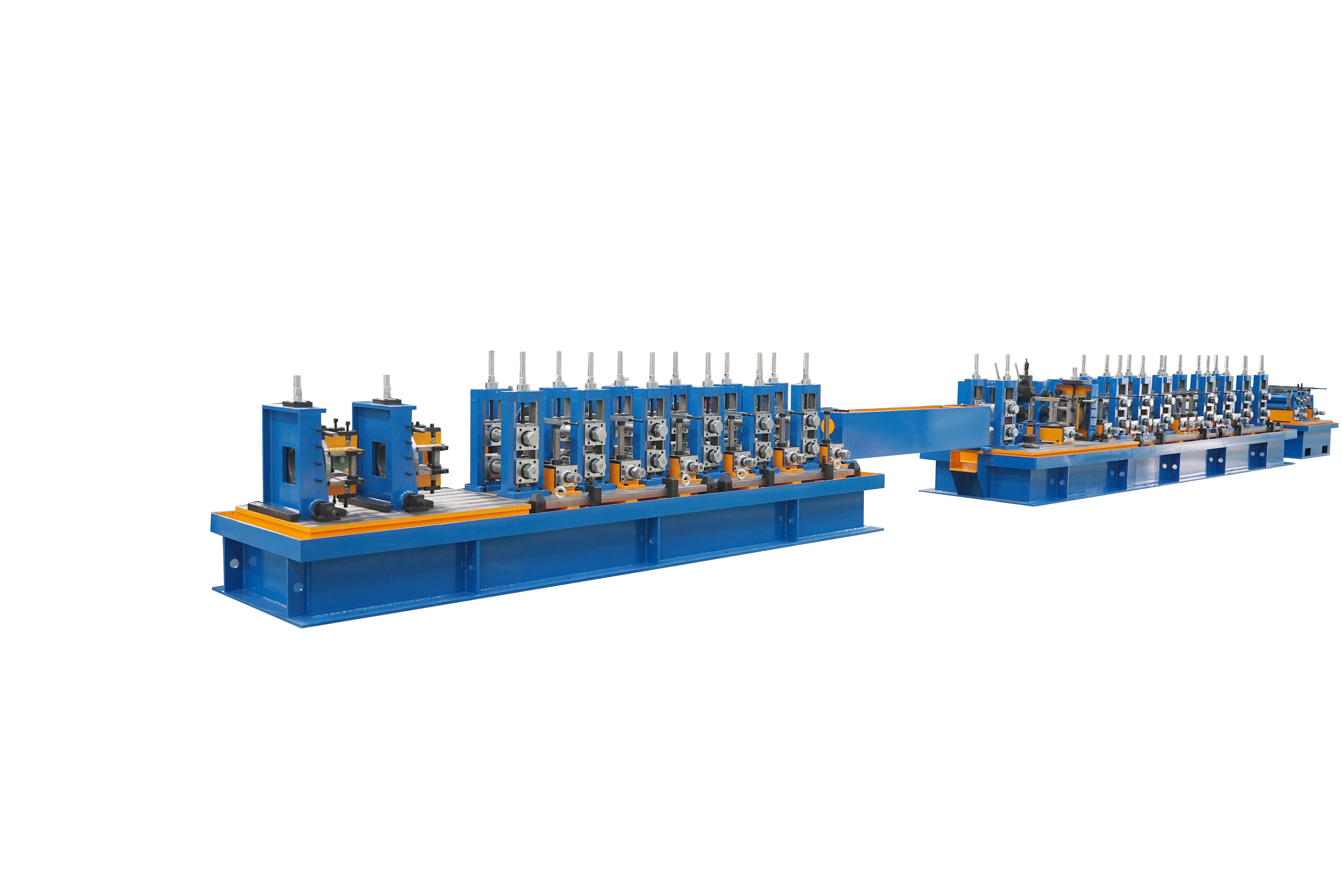
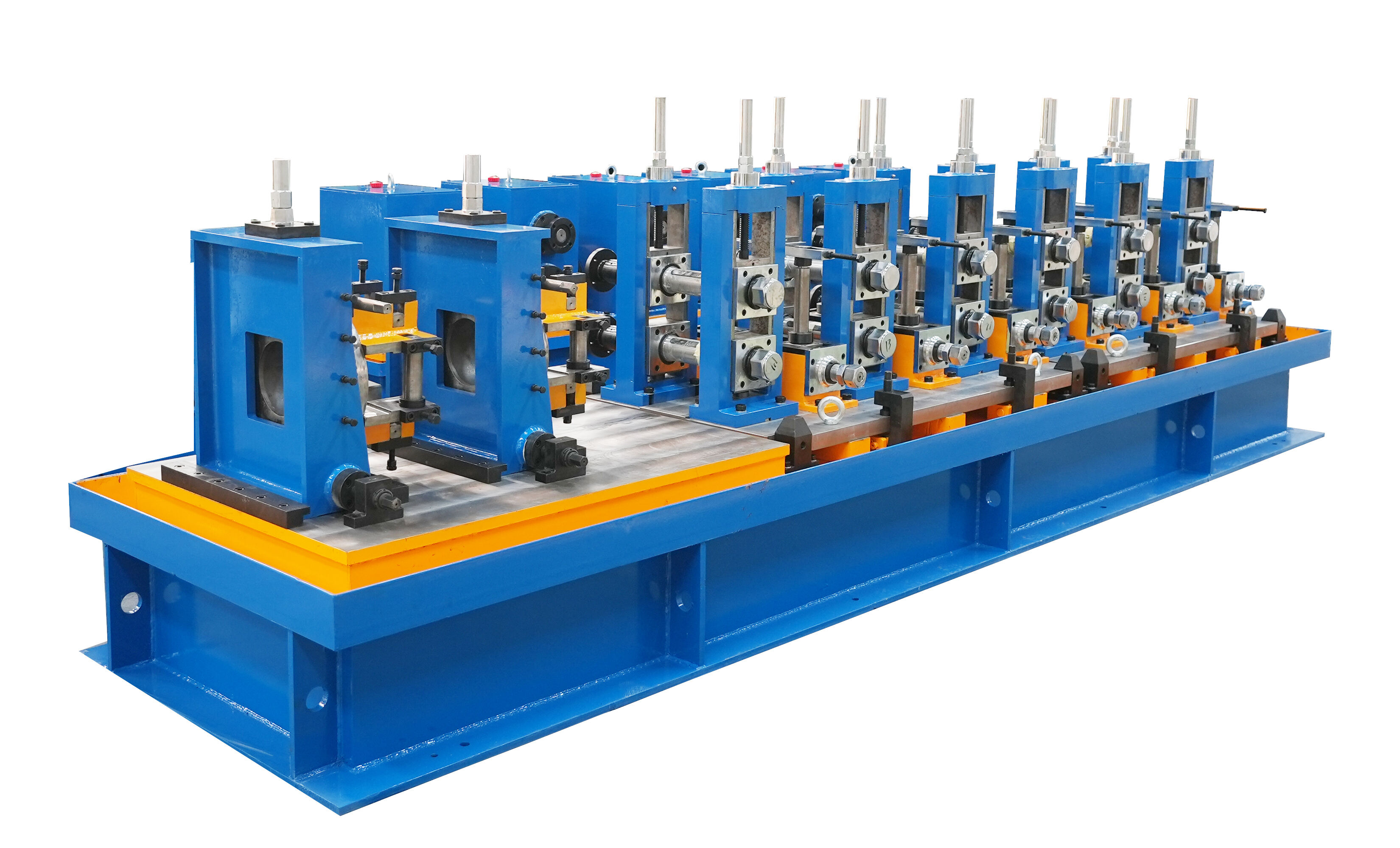
HG76x3.0: A nagyfrekvenciás hegesztett csőgyártó vonalat Φ12.7mm-Φ76mm, 1.5-3.0 mm vastagságú hegesztett acélcső, 10x10-60x60mm méretű négyzetcső, 1.5-2.5mm vastagságú gyártására használják. Miután a világ minden tájáról elsajátítottuk a fejlett csőgyártási technológiát, innovatívan tervezett gyártósorunk és a gyártósor minden egyes egysége nemcsak gazdaságos, hanem praktikus is.
Termékparaméterek
(1) Nyersanyag | |
Anyagminőség | Q195, Q235B, Q355B, Galvanizált acél, MS, CR, HR |
Mechanikai tulajdonságok | σb≤500Mpa, σs≤325MPa |
Lap szélesség | 40-240mm |
Lap vastagság | 1.5-3.0mm |
Spirális azonosító | Φ508-610 mm |
Gyűrű külső átmérő | Φ1200mm-2100mm |
Spirális súly | 2.5T |
(2) Késztermék mérete és célja | |
Csöves méret | Kör cső: φ 12.7-φ 76mm T: 1.5-3.0 mm Négyzetes cső: 10x10-60x60 mm T: 1.5-2.5 mm |
Hosszúság | 4-6 m |
Alkalmazás | szerkezet |
(3) A működési folyamat a gyártósor | |
| |
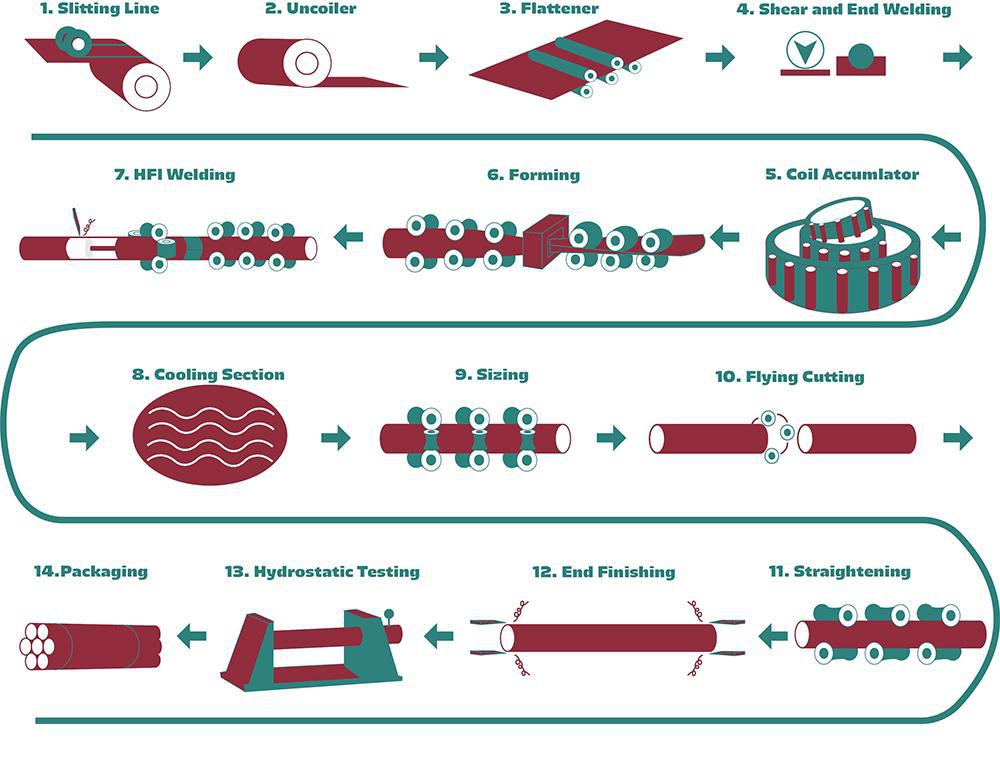
(4) A van Vonal tartalmaz | |
Dekonvolvéő | Terjesztés és kijáró mandrelis. Két fő részből áll: a test és a rögzített alap. Lélegzetes rendszerrel van ellátva, amely kielégíti a mandrelis bővítésére, összehúzására és féklesztésére vonatkozó igényeket. A mandrelinak négyszögletes kapcsolati szerkezetéből áll, amely egyidejűleg sugárral mozoghat. Az ötöslagú csuklós szerkezetek két csoportban vannak két tengelyre illesztve. Légysugár által tápláltak, így sugárisan nyílnak és összehúzódnak. |
Automatikus vágtató és záporozó | Irregular alakú szalagvégzek vágására és a szalagok záporozására használják. Így a sor nem áll le, amikor a korábbi csomó egészen felhasználódott. |
Spirálos akkumulátor | Ez a gép a hengerelő és a tároló (formáló méretgép) között van, a csíkos acél tekercsének felhasználása után, a következő tekercs előkészítése előtt, a felhúzás, a hengerelés és a csúszós hegesztés ideje alatt, hogy a tároló (formáló méretgép |
Formázó és méretező gurító | A Formázó és Méretező Gurító toll típusú formázási elveket alkalmaz és magasfrekvenciás indukciós záporozást használ. A szalagot a gurító tápegysége helyezi el a formázó gépbe, ahol a forgó formázó toll folyamatosan lenyomja a szalagot a megadott alakba. A belsejében a bőröndi és rokon hatás miatt a magasfrekvencia áram fókuszál a zápori részre, amely gyorsan melegszik és elérheti a záporhőmérsékletet. A csövesszegfalon a nyomás alatt található nyomógur alapján van záporozva. A hűtés, méretezés és elsődleges egyenesítés után megkapjuk a kívánt méretű záporolt csövet. |
Vágóvas | A folyosó pontos hosszúságúra van automatikusan vágva azon a feltétel mellett, hogy a műhelyből nagy sebességgel folyamatosan szállítják a folyosót. |
250 kW Magfrekvenciás Üzem | Csavarvágás összefonása |
Kilépési átviteli asztal | Átviszi a kész folyosót a gyűjtőasztalra |
További termékek
-

HG165 (cső túlerőmérséklet 60-165 mm)
-

Közvetlen alakító csőmalom (500x500mm)
-

HG426 (cső túlsúlyos 165-426 mm)
-

Közvetlen alakító csőmalom (200x200mm)